Spud Muds 2d452o
This document was ed by and they confirmed that they have the permission to share it. If you are author or own the copyright of this book, please report to us by using this report form. Report 445h4w
Overview 1s532p
& View Spud Muds as PDF for free.
More details 6h715l
- Words: 8,420
- Pages: 19
SPE/IADC-173033-MS Using Drill Cuttings Waste as Resource for Spud Mud Farid Taghiyev and Helge Hodne, University of Stavanger; Arild Saasen, Det norske oljeselskap ASA and University of Stavanger
Copyright 2015, SPE/IADC Drilling Conference and Exhibition This paper was prepared for presentation at the SPE/IADC Drilling Conference and Exhibition held in London, United Kingdom, 17–19 March 2015. This paper was selected for presentation by an SPE/IADC program committee following review of information contained in an abstract submitted by the author(s). Contents of the paper have not been reviewed by the Society of Petroleum Engineers or the International Association of Drilling Contractors and are subject to correction by the author(s). The material does not necessarily reflect any position of the Society of Petroleum Engineers or the International Association of Drilling Contractors, its officers, or . Electronic reproduction, distribution, or storage of any part of this paper without the written consent of the Society of Petroleum Engineers or the International Association of Drilling Contractors is prohibited. Permission to reproduce in print is restricted to an abstract of not more than 300 words; illustrations may not be copied. The abstract must contain conspicuous acknowledgment of SPE/IADC copyright.
Abstract Today oil-contaminated drill cuttings are regarded as a waste in the oil industry and have to be treated before simply depositing in an onshore facility. Thermal technology to treat contaminated drill cuttings, remove most hydrocarbons and recover the subsurface material in a dry powder form exists. Due to the similarity between subsurface rock mineralogy and conventional bentonite used in the drilling fluid industry an extended laboratory study was carried out to evaluate the possibility of spud mud development using thermo-mechanically treated drill cuttings. A total number of 28 spud mud compositions were prepared including two commonly used bentonite spud muds and tested in accordance with the API 13B-1 practices. An aging experiment was conducted as well to evaluate the stability of the designed fluids. Moreover, application of barite as a weighting material and short chain CMC polymer as a fluid loss control agent was investigated as well. As a result of the conducted experiments stable seawater-based spud mud compositions with application of xanthan gum and thermo-mechanically treated drill cuttings were developed. The designed fluids have comparable properties with the conventionally used spud muds. Depending on the composition plastic viscosity varied from 6 to 12 and yield stress varied from 1.53 to 5.11 Pa. The fluids were stable and capable of suspending heavy barite particles. The CMC polymer demonstrated good fluid loss control qualities. The new fluids might be cost effective in case of weighted muds and when drilling through impermeable formations. This paper shows in detail how cleaned drill cuttings can be recycled into new drilling fluid materials, which brings environmental benefits along with the economical benefits. The designed spud muds with application of drill cuttings are ready to be tested in a large-scale facility.
Introduction Drilling fluids play a central role in the process of drilling of exploration and development wells as the success often depends on the selected type of fluid. In addition to providing sufficient pressure in the well, drilling fluids carry cuttings to the surface maintaining further penetration, cools and lubricates the string and prevents formation fluids from entering the well. Proper selection of drilling fluid is necessary to avoid borehole stability related problems as caving shales and stuck pipe. This will also affect the
2
SPE/IADC-173033-MS
economy of the project as a high number of drilling related problems can escalate the cost of the well. Modern drilling fluid industry dates back to 1935 when the first bentonite mud was introduced (Skjeggestad, 1989). Since then a lot of developments have taken place in this area and complex invert emulsion oil-water drilling fluid systems have been developed (Khodja et al., 2010). These systems have a number of advantages. However, oil-based muds (OBM) are far away from being accepted as environmental friendly. For this reason simple bentonite spud muds are still widely used in the industry. Spud mud is a concept commonly used in the industry to describe a drilling fluid used to drill top sections of the wells. Inspite of its simple composition (it often consists of only water and bentonite), spud mud demonstrates the required rheological characteristics for drilling large diameter vertical sections. High values of low shear rate viscosity compensate for the low flow velocities and enables efficient cutting transport to the surface. Spud muds are relatively simple to prepare and are often mixed offshore using pre-hydrated bentonite and available seawater (SW). Bentonite (mainly smectite/montmorillonite mineral) itself is sufficient for this type of application as it is capable of yielding good viscous properties together with the required fluid loss control. Moreover, so-called native mud can be used in the geological formations where high amounts of smectite minerals are expected. In this case drill cuttings will mix with water as the drilling process continues and contribute to the improved fluid properties with time. As 75% of all drilled formations are shales (Huang et al., 2011), which often contain a high percentage of smectite a research on using treated drill cuttings instead of bentonite to prepare native mud directly at the installation was of great interest. However, no scientific research has been carried out on this topic so far. This application could significantly reduce the need for onshore produced bentonite and turn drill cuttings, what is today considered as waste into a recycled material leading to a number of benefits both environmental and economical. The current analysis, however, is technical only, and does not include any items in relation to permits from environmental authorities.
New Spud Mud Concept The main idea behind the introduced concept is that it could be possible to prepare a spud mud with required properties using drill cuttings waste and easily available seawater at the facility. The basis lies in the fact that the most frequently encountered subsurface rocks – shales may contain significant percentage of clay minerals and in particular montmorillonite, which is the main constituent of bentonite. The results of the studies carried out with the purpose of identification of shale mineralogy are in line with this statement. Jones et al. (1989) performed an extensive analysis of cretaceous shale cuttings derived from the central part of the northern North Sea. The authors report high amounts of smectite mineral in the analyzed samples compri to 40% of the total shale mass in some cases. Moreover, Wilkinson et al. (2006) reported in their work that illite, smectite and kaolinite were the most abundant clay minerals in the shale formatons from central and northern parts of the North Sea. The percentage of the smectite clay was particularly high in the formations near the Gullfaks field varying from 70 to 100% of the total clay mass. The results of the conducted studies give reason to believe that relatively high concentrations of drill cuttings may actually replace bentonite in spud muds. Drill cuttings may be divided into two groups based on the type of fluid the well was drilled with. Cuttings recovered after drilling with a water-based mud do not usually pose any environmental threat and are allowed to be pumped overboard. Oil contaminated cuttings, on the other hand, are quite harmful for the environment and according to the Norwegian Regulations cannot be discharged offshore unless the oil content of the cuttings is less than 10 g of oil per kilogram of dry mass (Lovdata, 2010). Drill cuttings are therefore either injected in the so-called “junk” wells or transported onshore for treatment and consequent deposition (Saasen et al., 2014). A new technology, which allows treatment of oil-contaminated cuttings to remove the rests of oil, has recently been introduced. The treatment process is based on the indirect thermal desorption principles (Murray et al., 2008). Here drill cuttings are fed into a series of rotary mills,
SPE/IADC-173033-MS
3
where significant amounts of heat are released due to the intense friction between the cuttings and the mill. This cutting treatment setup is called thermo-mechanical cuttings cleaner (TCC) and has already been successfully field tested on the UK Continental Shelf (Kirknes and Garrick, 2008). The results achieved during the field trial are as well in compliance with the Norwegian Activity Regulations (Taghiyev, 2014). The heat generated during the process is significant enough to evaporate oil and water rests from the surface of the cuttings, which are then recovered during the condensation processs. Moreover, clean drill cuttings material is produced as a result of this process, which is ready to be implemented for spud mud preparations. Implementation of the TCC technology may introduce a number of benefits to the oil and gas industry as well. According to the current practices a vast majority of oil-contaminated cuttings are deposited onshore. Deposition of waste is the least desirable option for waste handling and has low environmental benefit (Fig. 1).
Figure 1—The waste triangle (from the Norwegian Oil and Gas Association, 2004)
Moreover, the oil recovered during the condensation process can be re-used again and introduce an economical reward (Kirkness and Garrick, 2008). TCC units can be installed directly at offshore installations, hence eliminating the need for ship transport of contaminated drill cuttings onshore. So, the need for dangerous heavy lift operations offshore and pollution due to ship traffic will be reduced as well. This approach could as well significantly reduce the need for drilling of junk wells. In addition to all the mentioned side merits, the most important advantage with implementation of the TCC technology is a possibility to reuse treated drill cuttings as a resource for spud mud preparation. This could help the current ineffective practices to become more environmentally and economically benefitial.
Experiments General Description The experiments were conducted to design a spud mud with stable properties implementing drill cuttings. All the conducted experiments could be divided into three main groups depending on the composition of the prepared drilling fluids. Initially simple mixtures of water and treated drill cuttings slurries were tested to obtain better evaluation of the results and provided basis for further adjustments. In addition to cutting-based spud muds two reference fluids using either pure bentonite or a combination of bentonite and carboxymethyl cellulose (CMC) were prepared. The reference fluids were prepared to provide an adequate baseline for the comparison of the obtained fluid properties. Sample Preparation During the laboratory research 28 different fluid compositions were prepared. The materials used in the experiments included: freshwater, artificially prepared SW (Taghiyev, 2014), bentonite, thermomechanically treated drill cuttings, CMC (both Hi-Vis and Lo-Vis), polyanionic cellulose (PAC), xanthan gum and barite. Most of the fluids were mixed using a standard Hamilton mixer. The cuttings were added
4
SPE/IADC-173033-MS
slowly to the mixing cup and mixed at the lowest speed for 12 minutes. Due to the significant foaming, which occurred during the mixing process, 10 drops of antifoam agent were transferred to the mixing cup and agitated manually with a spoon. Agitation with the Hamilton mixer would create a vortex drawing in more air. The samples, which contained both cuttings and polymers, were mixed for 10 minutes before adding the polymer and agitating for 10 more minutes. Antifoam agent was transferred to the mixing cup after each mixing process was commenced. At the later stages of the experiment when the outline of the required design was identified larger volumes of the prepared fluid were required. The samples were therefore prepared using a Silverson L4RT-A mixer. Prior to the start of the main experiments two reference fluids commonly used in the industry were mixed and tested. This included simple bentonite spud mud (B REF) and a bentonite/CMC spud mud (B CMC REF). The compositions of these fluids are shown in Table 1.
Table 1—Reference fluid compositions.
Designed drill cuttings containing fluids can be divided into three main groups: water-cutting slurries, water-cutting slurries and polymers (either CMC or PAC) and water-cutting slurries and xanthan gum. The naming convention of the samples used further in the paper is based on two main principles. The letters in the nomenclature describe a specific component, while the following number reflects concentration of the component in grams per 350 ml of water. In the following C stands for cuttings, X for xanthan, B for barite, CMC LV for CMC Lo-Vis. CMC and PAC were used unchanged. Four different cuttings concentrations were mixed with freshwater and tested during the primary experiments. The compositions of these simple water-cutting slurries are reflected in Table 2.
Table 2—Composition of simple water-cutting slurries.
As the results of the initial testing of simple water-cutting slurries did not provide required fluid properties CMC Hi-Vis and PAC polymers were tested as stabilizing agents. Different concentrations of either CMC or PAC polymers were added to the existing C75 fluid and the prepared compositions are summarized in Table 3.
SPE/IADC-173033-MS
5
Table 3—Composition of water-cutting slurries with either CMC or PAC.
At the latest stage of the experiments xanthan gum biopolymer was tested as the stabilizing agent as well since the results with CMC and PAC polymers were rather unsatisfactory. The xanthan based fluids yielded desired fluid properties and were tested extensively. Spud muds containing xanthan gum polymer were prepared using both freshwater and SW as the base fluid and are summarized in Table 4 (C75 X1.4B, C100 X1.4 B and C75 X1.4 CMC were prepared using SW only). Table 4 —Composition of water-cutting slurries with xanthan gum polymer.
Testing Procedures The designed fluids were tested in accordance with the existing API 13B-1 (1990). Rheological measurements were performed using an automated Fann Viscometer. Since no deviations from the standard were made during the measurements, the reader should consult the standard for procedure details.
Results The results of the conducted experiments are covered in this chapter without any detailed discussion as this is presented in a designated chapter of this paper. With regards to the results of viscosity measurements in the following tables, shear stresses are presented in lb/100ft2 and shear rates are presented in RPM. However, on the viscosity curve plots these were converted to SI units, Pa and 1/s respectively. These and other calculated parameters presented in this section were obtained using the existing correlations given in the API 13B-1 (1990). Prior to the interpretation of obtained viscosity data, the most suitable model was determined based on the calculation of linear correlation coefficients (Taghiyev, 2014). The Herschel-Bulkley Model (HB) demonstrated the best data point matching for the vast majority of the designed fluids and those containing xanthan gum polymers particularly, as these muds had good shear thinning properties with a significant yield point (YP). Moreover, the HB model was preferable both in comparison with the Bingham Plastic and the Power Law models. Even though the Bingham Plastic Model is often used in the oil industry for quick evaluation of mud properties this model often does not reflect real fluid behavior. It is based only on two shear stress values at the highest shear rates (600 and 300 RPM) and introduces a significant error for the low shear stresses in case of shear thinning fluids. On the other hand, the Power Law model does not for the yield point of the fluid and therefore underestimates real behavior of a drilling mud
6
SPE/IADC-173033-MS
at low shear rates. Taking all this into consideration, the HB model was considered the most suitable one for plotting of the viscosity curves of the designed spud muds. Reference Fluids The two reference fluids given in Table 1 were tested to obtain a baseline for the experiments as the oil companies use these or quite similar spud mud compositions for drilling of top holes commonly. The fluids were tested for pH value, density, fluid loss, rheological properties and the results are presented in Table 5. For the HB data presented in the table, 0 is the yield stress of the fluid, n is the power law index while K stands for the consistency index. Table 5—Reference fluids testing results.
Water-Cutting Slurries Simple water-cutting slurries designed at the primary stage of the experiments did not provide satisfactory results and resulted in poor viscous properties. Due to this these fluids were tested only for the basic physical properties and chemical testing was not performed. Slurries consisting of water and various concentrations of cuttings were tested for rheological properties, density, fluid loss and pH. These results are summarized in Table 6. Table 6 —Testing results of simple water-cuttings slurries.
SPE/IADC-173033-MS
7
Density measurements were attempted. However, these measurements were not possible to perform properly for all the samples. The prepared samples were incapable of suspending solid particles in the solution and large solid particles settled out too quickly to maintain all particles in the densitometer. This affected the recorded density value significantly. Due to this only theoretically calculated density values are shown in Table 6. In addition to unsatisfactory rheological parameters such as very low gel strength and low shear rate viscosities, poor solid suspension and shear thinning properties, the designed slurries provided no fluid loss control. Water started to infiltrate at atmospheric pressure immediately after the solution had been transferred to the API test cell. As result of the filtration a thick, rough and quite porous filter cake was deposited on the filter paper. The material was later tested for the possible improvement of hydration with time. Identical samples were prepared and stored in transparent bottles for 10 days at ambient conditions. During the aging experiments severe separation of the solid and liquid phases was observed with the solids firmly packed at the bottom of the bottle. Moreover, a porous cap was floating at the top, which was initially considered to be swelled clay minerals. However, after a thorogh analysis it was revealed that this cap was foam, created during the mixing process, which floated to the top due to its light density. This foam occurred most likely due to the presence of surfactants, which could follow oil-contaminated drill cuttings during the treatment process (surfactants are added to OBM to obtain invert emulsion). The samples were re-mixed and tested for the same physical properties as initially. The obtained results were exactly the same as those achieved previously (Table 6). Based on the results of the aging experiment it was concluded that the treated drill cuttings were incapable of hydrating and yielding good rheological properties even after a considerably long exposure to fresh water (10 days). Moreover, even 6 times higher concentrations of cuttings in spud muds than that of bentonite in the B REF fluid did not improve rheological behaviour of the fluids. Therefore, it was decided to stabilize the designed slurries by addition of polymers. Water-Cutting Slurries and Polymers It is a common practice in the oil and gas industry to add polymers to the bentonite mud. Since it was impossible to construct a simple spud mud based on cleaned cuttings and water alone as described in the previous section, it was decied to test the effect of different polymers and their concnetrations on the designed water-cutting slurries. Initially CMC Hi-Vis and PAC polymers were tested for this application and the obtained results for these blends are shown in Table 7.
Table 7—Testing results of simple water-cuttings slurries with CMC and PAC polymers.
8
SPE/IADC-173033-MS
The main intention of adding these polymers was to identify whether CMC and PAC were capable of improving rheological properties such as low shear rate viscosity, gel strength and YS. The data presented in Table 7 is visualized in Fig. 2 where the measured values are shown as HB model viscosity curves.
Figure 2—Filter cake of the designed spud muds containing cuttings and xanthan gum
As it can be seen both from Table 7 and Fig. 2 high shear rate viscosities increased significantly with increasing polymer concentration. The deviation between the viscosity curves becomes more observable for shear rates higher than 200 s⫺1. On the other hand, it is worth mentioning that low shear rate viscosities and 10 s gel strength remained unchanged regardless the concentration and type of the added polymer. Calculated HB model parameters deviated as well from those of the reference fluids. Quite low YS values (0) indicated poor solid suspension ability, which was as well observed during the testing. The designed CMC and PAC containing fluids had relatively high power law indexes, which was an indication of rather unsatisfactory shear thinning properties. Moreover, the observation of poor low shear rate viscosity was ed by the calculations as well. The consistency index, K, is a parameter usually used as an indicator for the fluid viscosity at low shear rates (Skjeggestad, 1989). Even though addition of CMC and PAC polymers was rather unsuccessful with regards to the viscous properties of the fluid, a number of improvements of other physical parameters were observed. Addition of such a small amount of polymers to the water-cutting slurries did not contribute to the increased fluid density, as the measured densities of the polymer contatining spud muds were equal to that of the C75 water-cutting slurry. Moreover, a significant improvement was observed with regards to the fluid loss control. For the highest CMC polymer concentration the measured API filtrate loss was only 8 ml. Based on this it was concluded that polymers were capable of solving filtrate loss problems when added even in small amounts, and thus without affecting the density of the mud. However, CMC and PAC polymers were not suitable with regards to the viscosity improvements. Xanthan gum biopolymer was therefore tested as the stabilizing agent in the next stage of the experiments to evaluate its effect on the rheological properties of the spud muds. Water-Cutting Slurries and Xanthan Gum Xanthan gum was initially tested for the spud mud compositions with freshwater as a base fluid. Here different concentrations of xanthan were added to the simple water-cutting slurries. At a later stage the same compositions of drilling fluids were tested using SW as a base fluid. This was done since SW is more relevant for a possible offshore application as it is easily available. Since the main results obtained with regards to the rheological and other physical parameters were approximately identical regardless the type
SPE/IADC-173033-MS
9
of the base fluid, spud muds designed using SW only are presented in this paper in Table 8. For the more detailed description of the obtained results the reader is referred to “Application of Thermo-Mechanically Treated Drill Cuttings as an Alternative to Bentonite in Spud Muds” (Taghiyev, 2014). Table 8 —Physical testing results of SW based spud muds systems with xanthan gum biopolymer.
For any drilling mud its viscous properties are the most central and therefore are covered in details here. Xanthan polymer added to the water-cutting slurries improved the performance of the mud significantly with regards to its rheological properties. The designed fluids were stable and capable of suspending heavy cuttings and barite particles in solution. When comparing xanthan-containing fluids in Table 8 with water-cutting slurries with identical cutting concentrations in Table 2 it can be seen that a significant improvement was achieved. Both high and low shear rate viscosities increased by a factor of several magnitudes and a significant gel strength developed varying from 7 to 12.5 depending on the polymer concetration. Even though the gel structure developed with was quite stable it was easy to break with manual agiation. Even for the lowest polymer concentration t0 increased by a factor of 5 in comparison with the C75 slurry and was equal to 2.56 Pa. Consistency indexes, K, increased to approximately 0.3-.0.4 Pa·sn as well when xanthan gum was added to the slurries. This parameter is as well in line with the observation of better solid suspension capability. On the other hand, relatively low values of n varying from 0.45 to 0.60 indicated better shear thinning qualities of the designed fluids. The designed spud muds containing xanthan gum had similar viscous properties as the designed reference fluids. When comparing data in Table 1 and Table 8 it is seen that C75 X1.4 and B REF fluids had main rheological parameters of comparable range. Moreover, 0 values of C75 X1.0 and B CMC REF fluids were exactly the same, while n and K values were approximately equal. In addition to the rheological parameters the fluids were tested for other physical parameters and it was revealed that the fluids could give satisfactory viscous properties without having unnecessarily high fluid density as it varied between 1.14 and 1.24 SG. Moreover, CMC Lo-Vis was quite efficient with regards to fluid loss control even when added in relatively small concentrations equal to 2.86 kg/m3. The designed fluids were as well capable of suspending heavy barite particles even when the density of the mud was increased to 1.30 SG. It is usually desirable to have low content of large sand particles in the drilling mud to avoid problems with erosion of pipe and pumping equipment. Skjeggestad (1989) mentions that sand content should be kept lower than 1%. Even though for all spud muds tested (Table 8) the lowest measured
10
SPE/IADC-173033-MS
sand content was equal to 1.5% this can still be considered low enough for a spud mud application as the operations are concluded quite fast and equipment will not be exposed to erosion for longer time intervals. Higher cutting concentrations directly influenced the amount of sand in the designed fluids and it is therefore desirable to keep the cutting concentration low when applied. The fluids were tested for the main chemical parameters as well. The parameters of highest interest are shown in Table 9. Taghiyev (2014) provides more detailed overview of the chemical testing, which was carried out during the experimental part of the work. Table 9 —Chemical testing results of SW based spud muds systems with xanthan gum biopolymer.
Chemical testing was not carried out on the samples containing barite and CMC Lo-Vis. The reason for this is that barite is insoluble in water, rather non-reactive and its addition would not alter any of the earlier measured chemical parameters. Moreover, CMC Lo-Vis polymer was not expected to affect the presented parameters either. During the testing the amount of Mg2⫹ ions were measured as well, however, the obtained values were quite low and considered to be within the uncertainty range of the volumetric titration method. This observation was as well with the expectations as Mg2⫹ ions normally precipitate in form of magnesium hydroxide at pH values above 9.5-10 (Skjeggestad, 1989). Here it is important to emphasize that all the presented chemical parameters varied with increasing treated cuttings concentration, meaning that tested batch of cuttings contained bentonite, chloride and divalent calcium ions. As this section of the paper was intented to introduce the reader the obtained results the more detailed evaluation of the results will follow in the Discussion section.
Discussion In this section physical, chemical and rheological properties of the designed fluids will be considered separately. The discussion part of this work focuses mainly on the stable xanthan-containing fluids, as these might be applicable in the industry. Rheological properties are often considered to be the most central ones playing a main role in the maintenaining of an uninterrupted drilling process. However, rheological behavior of a fluid is strongly affected by its physical and chemical characteristics and is therefore discussed latest in this section. Physical Properties Density Density of a drilling fluid is the main property for primary well control. Even though heavy barite is often added to drilling fluids to provide required pressure in the well, it is more appropriate to keep the density of a spud mud as low as possible. This is because spud mud is used for drilling of top sections (to 1500 m) where weak and rather unconsolidated formations are often encountered. Here fraction gradient in the borehole may be as low as 1.30-1.40 SG allowing easy fraction generation even at relatively low fluid densities. Keeping in mind that during fluid circulation its apparent density will increase it is undesirable to have a spud mud density more than 1.20 SG. Higher density values may fracture the formation and result in significant losses. From this point of view only, it is desirable to use designed spud mud compositions with low cutting concentration 75-115 g per 350 ml of SW. When drill
SPE/IADC-173033-MS
11
cuttings concentration is equal to 115 g per 350 ml (326 kg/m3) the resulting fluid density will be equal to 1.20 SG, which is considered to be the higher limit for a spud mud during drilling process. However, when stronger formations are expected during drilling in a well-known geological area, fluids with a higher concentration may be considered for application as well. Fluid Loss and Filter Cake Properties Simple water-cutting slurries were not capable of any fluid loss control and even though CMC and PAC were suitable with regard to this parameter these polymers did not improve viscous properties of the fluids (Table 7). Addition of xanthan gum to the slurries, on the other hand, resulted in improved both viscous and filtrate loss properties. However, xanthan gum was not as effective as CMC and PAC with regards to fluid loss reduction. Thus, increase in xanthan gum concentration by 60% resulted only in 18% reduction of API filtrate loss. Even though increased cutting concentration in the stable xanthan containing fluids did not affect fluid loss significantly (values varied from 21 to 24 ml), higher cuttings amount resulted in a thicker filter cake. This is undesirable with regards to cementation of conductor and surface casings as this may result in uncemented channels or pockets behind the casing strings. When small amounts of CMC Lo-Vis polymers were added to the C75 X1.4 mud, API filter loss decreased significantly from 19.5 ml to 10 ml. For comparison the prepared reference fluids had filter losses equal to 12 and 11 ml meaning that the CMC Lo-Vis polymer is well suited for this application. On the other hand, addition of barite did not have any effect on fluid control properties. When barite was added to the C75 X1.4 spud mud the API fluid loss of the resulting mud (C75 X1.4 B) remained approximately unchanged and increased by only 1 ml (from 19.5 to 20), which is within the experimental uncertainty. All designed stable fluids had similar filter cake characteristics regardless of the cuttings and xanthan gum concentrations. The studied filter cakes were thin, rough with visible large particles and quite porous as shown in Fig. 3. The measured thickness of the filter cakes was equal to 1 mm, which was considered to be a good result. The highest concentration of drill cuttings resulted in a filter cake of 1.5 mm in thickness. Relatively high porosity of the filter cakes is an explanation for high measured fluid loss. When CMC Lo-Vis was added to the C75 X1.4 fluid, the resulting filter cake was smoother and the pores could not be identified visually as shown in Fig. 4.
Figure 3—Filter cake of the designed spud muds containing cuttings and xanthan gum
12
SPE/IADC-173033-MS
Figure 4 —Filter cake of the C75 X1.4 CMC spud mud containing cuttings, xanthan gum and CMC Lo-Vis
Chemical Properties Chloride Content Chloride content test is a standard API test for water-based drilling fluids to estimate the amount of chloride ions in the mud. This information is quite important as high percentage of chlorides in the fluid would hinder swelling of clay minerals and result in poor rheological properties. As it is shown in Table 9 chloride content increased with increasing cuttings concentration, meaning that the cuttings material contained a signifcant amount of chlorides. The reason lies in the composition of OBM. CaCl2 is usually added to the water phase in OBM to avoid osmotic phenomenon between drilling and formation fluids. As treated cuttings are recovered after an evaporation/condensation process of the liquids on its surface, all solid phases including chloride salts will follow the cuttings. Given that SW used as the base fluid for the spud muds presented in Table 9 contained high amounts of chlorides itself, similar freshwater-based muds were tested for the chlorides as well. In this case chloride content of the designed fluids increased from 2400 to 4400 mg/l with increasing cutting concentration (fluids containing 75, 100, 125 and 150 g of cuttings per 350 ml water were tested). It is important to emphasize here that osmotic swelling, which s for 80-90% of total clay mineral swelling does not occur at high salt ion concentrations. At high chloride concentrations the amount of chloride ions in the vicinity of the mineral crystals will be approximately the same as in the bulk solution and osmotic swelling is not promoted. Skjeggestad (1989) mentions that at a chloride concentration of 5000 mg/l swelling of clay minerals will be hindered. Though the highest measured chloride content was equal to 4400 mg/l only, the implemented material was not pure bentonite, but treated drill cuttings. It was therefore concluded that rather high chloride concentration was one of the reason for poor swelling of clay minerals, unsatisfactory viscosity profiles of simple water-cutting slurries and absence of hydration even after long exposure to freshwater. When drill cuttings are mixed with freshwater, base fluid becomes immediately saline. Basically one is dealing with salt solution even when using freshwater as a base fluid. It was therefore decided that SW could be implemented as the base fluid with the same degree of success. Bentonite Content A standard methylene blue test was conducted to determine the amount of the active clay minerals in this batch of cuttings. Bentonite content of the designed spud mud fluids as a function of cuttings concentration is shown in Fig. 5. Bentonite contents of the designed fluids were significantly lower than that of the B REF reference spud mud. Given that concentration of cuttings in the spud muds were 3, 4, 5 and 6 times higher than that of bentonite in the reference fluid, it was concluded that even high cuttings concentrations would not compensate for the low clay mineral content. Moreover, this would result in an unnecessarily high fluid density. Only approximately 10% of the total cuttings mass was
SPE/IADC-173033-MS
13
comprised of active clay minerals. This is yet another explanation for poor rheological properties of water-cutting slurries. On the other hand, clay mineral contents of the designed spud muds were of comparable range with that of the CMC polymer containing B REF CMC reference fluid. It was, therefore, decided to stabilize the fluids with a polymer and xanthan gum was the only polymer suitable for this application.
Figure 5—Bentonite content of the designed spud muds containg cuttings and xanthan gum polymer
Other Chemical Properties It is common to add sodium hydroxide to increase the pH of a drilling fluid. Relatively high pH in the range of 9-10 are desirable to avoid corrosion, control solubility of contaminants and maximize performance of additives, for instance polymers (API 13B-1 1990). However, when using treated drill cuttings as a replacement for bentonite this would become unnecessary, since pH values of the stable fluids presented in Table 9 varied from 10.1 to 10.4. Moreover, when dealing with polymer containing drilling muds, biocide is often added to increase the pH to approximately 10-11. This is not required either when preparing spud muds according to the proposed design. Xanthan biopolymers may hydrolyze at high pH values, however, this problem was not observed even at the highest measured pH of 10.4. The reason for these high pH values follows from high lime amount in OBM, which is usually added to activate surfactants. A test for determination of Ca2⫹ ions was as well carried out as these ions may have significant influence on the hydration of clay minerals. Even small amounts of calcium ions may have a significant influence on swelling properties of clay minerals. According to Skjeggestad (1989) calcium ion content of 200 mg/l is high enough to hinder hydration of montmorillonite. The reason for this is that divalent calcium ions may balance negative charge on the surface of two clay mineral crystals and act as a bridge between these, hence hindering water molecules penetration. In the case with stable SW based spud muds presented in Table 9 calcium ion content varied from 3020 to 3780 mg/l. These values are much higher than the limit stated by Skjeggestad due to the calcium salts present in SW. However, when identical freshwater-based fluids were tested, the calcium ion content varied from 600 mg/l to 1360 mg/l with increasing cuttings concentration. This indicated that even at the lowest treated cuttings concentration equal to 75 g per 350 ml water, the Ca2⫹ amount present in the treated cuttings is high enough to prevent clay hydration. This was considered to be yet another explanation of poor clay hydration.
14
SPE/IADC-173033-MS
Rheological Properties Performance of Drill Cuttings in Freswhater The experiments performed with simple water-cuttings slurries (Table 6) demonstrated that a simple replacement of bentonite with treated drill cuttings did not yield the desired effect as rheological properties of the mixed fluids were quite unsatisfactory. Many of the reasons for this behavior were discussed in details in the Chemical Properties chapter and included high chloride and calcium ion content and not least low amount of active clay minerals present in the material. Moreover, gel strength and YS values of slurries were extremely low. These parameters depend mainly on the electrical interaction between charged particles in the fluids. Thus, the presence of charged particles is essential to obtain decent gel strength and YS. For this reason zeta potentials of the cuttings and bentonite were measured using an AcoustoSizer II. Zeta potential of the drill cuttings was equal to -7.6 mV only, while that of bentonite was equal to -35 mV. According to Hanaor et al. (2012) and Greenwood and Kendall (1999) particles with high zeta potential form stable colloidal suspensions when added to water. At high zeta potentials repulsive forces are dominating resulting in stable suspensions. At low zeta potentials attractive van der Waals forces start to dominate leading to unstable suspensions and deposition of solids. During testing of simple water-cuttings slurries particles immediately settled to the bottom of the mixing cup. Low zeta potentials indicate that heavy and neutrally charged cutting particles were incapable of yielding the desired rheological properties. Effect of Xanthan Gum on Rheological Properties Adding of xanthan gum polymers to the simple water-cuttings slurries (freshwater-based) improved rheological properties significantly. These properties were as well improved in comparison with the CMC and PAC containing fluids as shown in Fig. 6. Here C75 CMC1.0, C75 PAC1.0 and C75 X1.0 FW fluids are compared. It is worth mentioning that these fluids contained equal amounts of both cuttings and polymers.
Figure 6 —The effect of CMC, PAC and xanthan gum polymers on the rheological properties of the designed freshwater-based spud muds with cuttings concentration equal to 75 g per 350 ml.
Here the yield point increased by a factor of 3 when xanthan gum was added to the slurries instead of both CMC and PAC and was equal to 1.53 Pa. Gel strength of the fluid increased significantly as well. The 10 s gel strength was equal to 5 for the C75 X1.0 FW fluid, which is 5 times greater than the gel strength of the C75 CMC1.0 and C75 PAC1.0 fluids. Power law index of the xanthan containing spud mud had the lowest value among these three fluids as well, indicating that xanthan gum provided good shear thinning properties. Moreover, plastic viscosity calculated using the Bingham Model was equal to 6, 4 and 7 for the C75 X1.0 FW, C75 CMC1.0 and C75 PAC1.0 respectively. These values are of the same
SPE/IADC-173033-MS
15
magnitude meaning that xanthan gum is capable of improving rheological properties without jeopardizing the requirement of low plastic viscosity. Identifying the effect of xanthan gum concentration on the rheological properties of the designed muds was of big interest. For this reason fluids containing four different xanthan gum concentrations were prepared keeping cuttings concentration unchanged. This comparison is visualized in Fig. 7 where the viscosity curves of the fluids are plotted.
Figure 7—The effect of increasing xanthan gum concentration on the rheological properties of the SW based spud muds with the cuttings concentration equal to 75 g per 350 ml water.
As it is shown in Fig. 7 increasing xanthan gum concentration had most influence on the YS (0) of the fluids, as the viscosity curves are rather parallel to each other. When polymer concentration was increased from 1.0 to 1.6 g per 350 ml, YS increased by approximately 100% from 2.56 to 5.11 Pa. In addition to this, obtained 10 s gel strength values were slightly higher than the 6 RPM viscometer reading, which indicated that good quality gel structures were developed. These structures were easy to break as well and after a short mixing the original properties of the fluids were restored. The observations made regarding the YS and the gel strength ed the expectation that these parameters depended mostly on the polymer concentrations. Moreover, xanthan gum polymers had a positive influence on the low shear rate viscositites as consistency index, K, of the muds shown in Fig. 7 varied between 0.3-0.4 Pa·sn. Effect of Solid Concentration on Rheological Properties The effect of increased drill cuttings concentration on the designed spud muds may be studied when plotting fluids with increasing drill cutting concentration in one diagram as shown in Fig. 8. At low shear rates below 200 s⫺1 increased cuttings concentrations did not result in any changes in the viscosity curves as these are approximately coinciding (Fig. 8). At these shear rate values electrical forces are dominant and therefore higher amounts of neutral particles in the solutions does not result in any change. On the other hand, at higher shear rate values the curves start to deviate from each other indicating increased friction between solid particles and water molecules. This friction contributes to increased shear stresses at higher shear rates. It was therefore concluded that, higher solid concentration had rather negative effect on the fluids behavior, as YS and gel strength remain approximately unchanged (Table 8) while plastic viscosity calculated using the Bingham model increased from 8 to 12 . This behavior was as well in line with expectations as higher cuttings concentrations did not improve low shear rate
16
SPE/IADC-173033-MS
Figure 8 —The effect of increasing cutting concentration on the rheological properties of the SW based spud muds containin cuttings and xanthan with a xanthan concentration equal to 1.2 g per 350 ml water.
viscosities in the experiments with simple water-cuttings slurries. However, a slight increase in YS was observed, but this was concluded to be due to the mass effect. When the number of solid particles in a solution increase these are forced to a closer interaction between each other, thus causing increased ;0 value. Skjeggestad (1989) mentions this phenomenon as well in his work. Moreover, increased cutting concentration had negative influence on the shear thinning properties and the low shear rate viscosities of the fluids. This can be seen when comparing n and K parameters of the C75 X1.2 and C100/125/150 X1.2 fluids in Table 8. The power law index increased from 0.5 to approximately 0.6 with increasing cuttings concentration indicating poorer shear thinning properties. At the same time a slight reduction of the consistency index from 0.3 to 0.2 Pa·sn was monitored as well. When barite was added to the C75 X1.4 spud mud to increase its density a similar behavior was observed. In this case plastic viscosity of the fluid increase by 50% from 8 to 12 due to the significantly higher amount of solid particles (177.6 g per 700 ml barite were added). Gel strength of the fluid remained approximately unchanged and increased from 11 to 12, while YS value increased from 4.55 to 5.11 Pa. This increase was considered to be due to higher solid content and mass effect. Addition of CMC Lo-Vis polymers to the C75 X1.4 spud mud for fluid loss control purpose resulted only in slightly increased plastic viscosity of the resulting fluid, while all other parameters remained approxiamately unchanged. Based on this discussion it could be concluded that higher amounts of solid particles in the spud muds, especially drill cuttings, would only lead to higher friction between solid particles and water molecules. Increased drill cuttings concentration did not contribute towards improved rheological properties and the designed spud muds with lower cuttings concentrations are therefore more suitable for application.
Economical Benefit Economical aspects of any development in the oil and gas industry are considered to be quite central along with the environmental ones. Rough estimates of the economical sides of the proposed spud mud design were as well calculated (Taghiyev, 2014). If the operator decides to use the TCC technology for treatment of oil-contaminated cuttings the recovered dry cuttings material would cost nothing for the operator and were therefore not included in the calculations. Thus, the operator would need to cover the costs of the polymer and barite only. The calculations presented here are rather approximate and are based on the estimated average prices of the materials in the Norwegian market, which are reflected in Table 10.
SPE/IADC-173033-MS
17
Table 10 —The assumed market prices for the materials used in the laboratory testing.
The fluids with the lowest and highest xanthan gum concentration were analyzed to provide the price range depending on this parameter. Spud muds containing fluid loss agent, CMC Lo-Vis and weighting agent, barite, were as well considered here as these represent the most complex and expensive compositions. The prices of the standard reference fluids were as well estimated to provide a baseline for the comparison. It is important to emphasize that SW was considered as the base fluid for this application and the prices reflected in Table 11 were calculated in the US dollars per 1 m3 of prepared mud. Table 11—The approximate prices of the drilling fluids designed in the experimental part.
When drilling through permeable formations fluid loss agents need to be added and the obtained price will exceed that of the standard bentonite spud mud. On the other hand, much higher amounts of barite are required to increase the density of bentonite mud up to 1.30 SG. This is a standard operation, which is performed prior to the casing running to provide additional buoyancy to the string. Theoretical calculations show that 388 kg/m3 of barite would be needed for this purpose. This weighted spud mud would cost approximately 121 USD/m3. On the other hand, identical spud muds prepared using drill cuttings with the density equal to 1.30 SG have significantly lower price (C75 X1.4 B and C100 X1.4 B fluids in Table 11). Based on this rough economical analysis it can be concluded that the proposed spud mud compositions have comparable prices with those of the conventional bentonite muds and in some specific applications may become even cheaper.
Conclusion The possibility of using drill cuttings waste as a resource for spud muds was investigated by carrying out an extensive laboratory study. The results of the conducted experiments revealed that: ● ● ● ● ● ●
Simple replacement of bentonite by treated drill cuttings material did not lead to the desired rheological properties of spud muds High chloride and calcium ions content, low amount of active clay minerals and low zeta potential of the cutting particles were considered to be the main reasons for poor viscous properties This batch of treated drill cuttings did not swell even after long enough exposure to freshwater which allowed using SW as the base fluid Only xanthan gum polymer was suitable as stabilizing agent, while CMC and PAC polymers were not appropriate for this application CMC Lo-Vis polymer was concluded to be a suitable fluid loss control agent for the proposed spud muds The designed spud muds containing drill cuttings, xanthan gum and barite were capable of suspending heavy particles
18
SPE/IADC-173033-MS
Overall, stable spud mud compositions containing cuttings and xanthan gum were designed as the result of this experimental work. The designed fluids had comparable rheological properties with the tested bentonite based reference fluids. Economical aspects of the proposed design were covered as well. It was revealed that the cost in connection with these spud muds depends significantly on the type application. However, when barite is added to the fluid to increase its density, the price of the proposed spud muds may become lower than that of a conventional bentonite fluid. Nomenclature CMC HB OBM PAC RPM SW TCC YS
carboxymethyl cellulose Herschel-Bulkley oil-based mud polyanionic cellulose revolutions per minute seawater thermo-mechanical cuttings cleaner yield stress
References API RP 13B-1, Recommended Practice Standard Procedure for Field Testing Water- Based Drilling Fluids. 1990. Washington, DC: API. Greenwood, R. and Kendall, K. 1999. Selection of Suitable Dispersants of Aqueous Suspensions of Zirconia and Titania Powders using Acoustophoresis. J. of the European Ceramic Soc., 19: 479 –488. Hanaor, D., Michelazzi, M., Leonelli, C. et alet al. 2012. The Effects of Carboxylic Acids on the Aqueous Dispersion and Electrophoretic Deposition of ZrO2. J. of the European Ceramic Soc., 32(1): 235–244. DOI: 10.2118/149415-MS Huang, L., Yu, M., Miska, S.Z. et alet al. 2011. Modeling Chemically Induced Pore Pressure Alterations in Near Wellbore Region of Shale Formations. Presented at the SPE Eastern Regional Meeting, Columbus, Ohio, 1st October. SPE-149415-MS. DOI: 10.2118/149415-MS Jones, T.G.J., Hughes, T.L. and Tomkins, P. 1989 The Ion Content and Mineralogy of a North Sea Cretaceous Shale Formation. Clay Mineralogy, 24: 393–410. Khodja, M., Khodja-Saber, M., Canselier, J.P. et alet al. 2012. Drilling Fluid Technology: Performances and Environmental Considerations. Kirkness, A. and Garrick, D. 2008. Treatment of Nonaqueous-Fluid- Contaminated Drill Cuttings – Raising of Environmental and Safety Standards. Presented at the IADC/SPE Drilling Conference, Orlando, Florida, 4-6 March. SPE-112727-MS. DOI: 10.2118/112727-MS Lovdata. 2010. Activity Regulations, http://lovdata.no/dokument/SF/forskrift/2010-04-29613?q⫽aktivitetsforskrift* (accessed 25 January, 2014) Murray, A.J., Kapila, M., Ferrari, G. et alet al. 2008. Friction-Based Thermal Desorption Technology: Kashagan Development Project Meets Environmental Compliance in Drill-Cuttings Treatment and Disposal. Presented at the SPE ATCE, Denver, Colorado, 21-24 September. SPE-116169-MS. DOI: 10.2118/116169-MS Saasen, A., Jødestol, K., Furuholt, E. et alet al. 2014. CO2 and NOx Emissions from Cuttings Handling Operations. Presented at the SPE Bergen One Day Seminar, Bergen, Norway, 2nd April. SPE-169216-MS. DOI: 10.2118/169216-MS Skjeggestad, O. 1989. Drilling Fluid Technology (Boreslamteknologi), pp. 33, 41, 43 and 45. Alma Mater Forlag AS.
SPE/IADC-173033-MS
19
Taghiyev, F. 2014. Application of Thermo-Mechanically Treated Drill Cuttings as an Alternative to Bentonite in Spud Mud. Master thesis, University of Stavanger, Stavanger, Norway, 22.05.2014. Wilkinson, M., Haszeldine, R.S. and Fallick, A.E. 2006. Jurrasic and Creataceous Clays of the Central and the Norther North Sea Hydrocarbon Reservoirs Reviewed. Clay Minerals, 41: 151–186. DOI: 10.1180/0009855064110197
Copyright 2015, SPE/IADC Drilling Conference and Exhibition This paper was prepared for presentation at the SPE/IADC Drilling Conference and Exhibition held in London, United Kingdom, 17–19 March 2015. This paper was selected for presentation by an SPE/IADC program committee following review of information contained in an abstract submitted by the author(s). Contents of the paper have not been reviewed by the Society of Petroleum Engineers or the International Association of Drilling Contractors and are subject to correction by the author(s). The material does not necessarily reflect any position of the Society of Petroleum Engineers or the International Association of Drilling Contractors, its officers, or . Electronic reproduction, distribution, or storage of any part of this paper without the written consent of the Society of Petroleum Engineers or the International Association of Drilling Contractors is prohibited. Permission to reproduce in print is restricted to an abstract of not more than 300 words; illustrations may not be copied. The abstract must contain conspicuous acknowledgment of SPE/IADC copyright.
Abstract Today oil-contaminated drill cuttings are regarded as a waste in the oil industry and have to be treated before simply depositing in an onshore facility. Thermal technology to treat contaminated drill cuttings, remove most hydrocarbons and recover the subsurface material in a dry powder form exists. Due to the similarity between subsurface rock mineralogy and conventional bentonite used in the drilling fluid industry an extended laboratory study was carried out to evaluate the possibility of spud mud development using thermo-mechanically treated drill cuttings. A total number of 28 spud mud compositions were prepared including two commonly used bentonite spud muds and tested in accordance with the API 13B-1 practices. An aging experiment was conducted as well to evaluate the stability of the designed fluids. Moreover, application of barite as a weighting material and short chain CMC polymer as a fluid loss control agent was investigated as well. As a result of the conducted experiments stable seawater-based spud mud compositions with application of xanthan gum and thermo-mechanically treated drill cuttings were developed. The designed fluids have comparable properties with the conventionally used spud muds. Depending on the composition plastic viscosity varied from 6 to 12 and yield stress varied from 1.53 to 5.11 Pa. The fluids were stable and capable of suspending heavy barite particles. The CMC polymer demonstrated good fluid loss control qualities. The new fluids might be cost effective in case of weighted muds and when drilling through impermeable formations. This paper shows in detail how cleaned drill cuttings can be recycled into new drilling fluid materials, which brings environmental benefits along with the economical benefits. The designed spud muds with application of drill cuttings are ready to be tested in a large-scale facility.
Introduction Drilling fluids play a central role in the process of drilling of exploration and development wells as the success often depends on the selected type of fluid. In addition to providing sufficient pressure in the well, drilling fluids carry cuttings to the surface maintaining further penetration, cools and lubricates the string and prevents formation fluids from entering the well. Proper selection of drilling fluid is necessary to avoid borehole stability related problems as caving shales and stuck pipe. This will also affect the
2
SPE/IADC-173033-MS
economy of the project as a high number of drilling related problems can escalate the cost of the well. Modern drilling fluid industry dates back to 1935 when the first bentonite mud was introduced (Skjeggestad, 1989). Since then a lot of developments have taken place in this area and complex invert emulsion oil-water drilling fluid systems have been developed (Khodja et al., 2010). These systems have a number of advantages. However, oil-based muds (OBM) are far away from being accepted as environmental friendly. For this reason simple bentonite spud muds are still widely used in the industry. Spud mud is a concept commonly used in the industry to describe a drilling fluid used to drill top sections of the wells. Inspite of its simple composition (it often consists of only water and bentonite), spud mud demonstrates the required rheological characteristics for drilling large diameter vertical sections. High values of low shear rate viscosity compensate for the low flow velocities and enables efficient cutting transport to the surface. Spud muds are relatively simple to prepare and are often mixed offshore using pre-hydrated bentonite and available seawater (SW). Bentonite (mainly smectite/montmorillonite mineral) itself is sufficient for this type of application as it is capable of yielding good viscous properties together with the required fluid loss control. Moreover, so-called native mud can be used in the geological formations where high amounts of smectite minerals are expected. In this case drill cuttings will mix with water as the drilling process continues and contribute to the improved fluid properties with time. As 75% of all drilled formations are shales (Huang et al., 2011), which often contain a high percentage of smectite a research on using treated drill cuttings instead of bentonite to prepare native mud directly at the installation was of great interest. However, no scientific research has been carried out on this topic so far. This application could significantly reduce the need for onshore produced bentonite and turn drill cuttings, what is today considered as waste into a recycled material leading to a number of benefits both environmental and economical. The current analysis, however, is technical only, and does not include any items in relation to permits from environmental authorities.
New Spud Mud Concept The main idea behind the introduced concept is that it could be possible to prepare a spud mud with required properties using drill cuttings waste and easily available seawater at the facility. The basis lies in the fact that the most frequently encountered subsurface rocks – shales may contain significant percentage of clay minerals and in particular montmorillonite, which is the main constituent of bentonite. The results of the studies carried out with the purpose of identification of shale mineralogy are in line with this statement. Jones et al. (1989) performed an extensive analysis of cretaceous shale cuttings derived from the central part of the northern North Sea. The authors report high amounts of smectite mineral in the analyzed samples compri to 40% of the total shale mass in some cases. Moreover, Wilkinson et al. (2006) reported in their work that illite, smectite and kaolinite were the most abundant clay minerals in the shale formatons from central and northern parts of the North Sea. The percentage of the smectite clay was particularly high in the formations near the Gullfaks field varying from 70 to 100% of the total clay mass. The results of the conducted studies give reason to believe that relatively high concentrations of drill cuttings may actually replace bentonite in spud muds. Drill cuttings may be divided into two groups based on the type of fluid the well was drilled with. Cuttings recovered after drilling with a water-based mud do not usually pose any environmental threat and are allowed to be pumped overboard. Oil contaminated cuttings, on the other hand, are quite harmful for the environment and according to the Norwegian Regulations cannot be discharged offshore unless the oil content of the cuttings is less than 10 g of oil per kilogram of dry mass (Lovdata, 2010). Drill cuttings are therefore either injected in the so-called “junk” wells or transported onshore for treatment and consequent deposition (Saasen et al., 2014). A new technology, which allows treatment of oil-contaminated cuttings to remove the rests of oil, has recently been introduced. The treatment process is based on the indirect thermal desorption principles (Murray et al., 2008). Here drill cuttings are fed into a series of rotary mills,
SPE/IADC-173033-MS
3
where significant amounts of heat are released due to the intense friction between the cuttings and the mill. This cutting treatment setup is called thermo-mechanical cuttings cleaner (TCC) and has already been successfully field tested on the UK Continental Shelf (Kirknes and Garrick, 2008). The results achieved during the field trial are as well in compliance with the Norwegian Activity Regulations (Taghiyev, 2014). The heat generated during the process is significant enough to evaporate oil and water rests from the surface of the cuttings, which are then recovered during the condensation processs. Moreover, clean drill cuttings material is produced as a result of this process, which is ready to be implemented for spud mud preparations. Implementation of the TCC technology may introduce a number of benefits to the oil and gas industry as well. According to the current practices a vast majority of oil-contaminated cuttings are deposited onshore. Deposition of waste is the least desirable option for waste handling and has low environmental benefit (Fig. 1).
Figure 1—The waste triangle (from the Norwegian Oil and Gas Association, 2004)
Moreover, the oil recovered during the condensation process can be re-used again and introduce an economical reward (Kirkness and Garrick, 2008). TCC units can be installed directly at offshore installations, hence eliminating the need for ship transport of contaminated drill cuttings onshore. So, the need for dangerous heavy lift operations offshore and pollution due to ship traffic will be reduced as well. This approach could as well significantly reduce the need for drilling of junk wells. In addition to all the mentioned side merits, the most important advantage with implementation of the TCC technology is a possibility to reuse treated drill cuttings as a resource for spud mud preparation. This could help the current ineffective practices to become more environmentally and economically benefitial.
Experiments General Description The experiments were conducted to design a spud mud with stable properties implementing drill cuttings. All the conducted experiments could be divided into three main groups depending on the composition of the prepared drilling fluids. Initially simple mixtures of water and treated drill cuttings slurries were tested to obtain better evaluation of the results and provided basis for further adjustments. In addition to cutting-based spud muds two reference fluids using either pure bentonite or a combination of bentonite and carboxymethyl cellulose (CMC) were prepared. The reference fluids were prepared to provide an adequate baseline for the comparison of the obtained fluid properties. Sample Preparation During the laboratory research 28 different fluid compositions were prepared. The materials used in the experiments included: freshwater, artificially prepared SW (Taghiyev, 2014), bentonite, thermomechanically treated drill cuttings, CMC (both Hi-Vis and Lo-Vis), polyanionic cellulose (PAC), xanthan gum and barite. Most of the fluids were mixed using a standard Hamilton mixer. The cuttings were added
4
SPE/IADC-173033-MS
slowly to the mixing cup and mixed at the lowest speed for 12 minutes. Due to the significant foaming, which occurred during the mixing process, 10 drops of antifoam agent were transferred to the mixing cup and agitated manually with a spoon. Agitation with the Hamilton mixer would create a vortex drawing in more air. The samples, which contained both cuttings and polymers, were mixed for 10 minutes before adding the polymer and agitating for 10 more minutes. Antifoam agent was transferred to the mixing cup after each mixing process was commenced. At the later stages of the experiment when the outline of the required design was identified larger volumes of the prepared fluid were required. The samples were therefore prepared using a Silverson L4RT-A mixer. Prior to the start of the main experiments two reference fluids commonly used in the industry were mixed and tested. This included simple bentonite spud mud (B REF) and a bentonite/CMC spud mud (B CMC REF). The compositions of these fluids are shown in Table 1.
Table 1—Reference fluid compositions.
Designed drill cuttings containing fluids can be divided into three main groups: water-cutting slurries, water-cutting slurries and polymers (either CMC or PAC) and water-cutting slurries and xanthan gum. The naming convention of the samples used further in the paper is based on two main principles. The letters in the nomenclature describe a specific component, while the following number reflects concentration of the component in grams per 350 ml of water. In the following C stands for cuttings, X for xanthan, B for barite, CMC LV for CMC Lo-Vis. CMC and PAC were used unchanged. Four different cuttings concentrations were mixed with freshwater and tested during the primary experiments. The compositions of these simple water-cutting slurries are reflected in Table 2.
Table 2—Composition of simple water-cutting slurries.
As the results of the initial testing of simple water-cutting slurries did not provide required fluid properties CMC Hi-Vis and PAC polymers were tested as stabilizing agents. Different concentrations of either CMC or PAC polymers were added to the existing C75 fluid and the prepared compositions are summarized in Table 3.
SPE/IADC-173033-MS
5
Table 3—Composition of water-cutting slurries with either CMC or PAC.
At the latest stage of the experiments xanthan gum biopolymer was tested as the stabilizing agent as well since the results with CMC and PAC polymers were rather unsatisfactory. The xanthan based fluids yielded desired fluid properties and were tested extensively. Spud muds containing xanthan gum polymer were prepared using both freshwater and SW as the base fluid and are summarized in Table 4 (C75 X1.4B, C100 X1.4 B and C75 X1.4 CMC were prepared using SW only). Table 4 —Composition of water-cutting slurries with xanthan gum polymer.
Testing Procedures The designed fluids were tested in accordance with the existing API 13B-1 (1990). Rheological measurements were performed using an automated Fann Viscometer. Since no deviations from the standard were made during the measurements, the reader should consult the standard for procedure details.
Results The results of the conducted experiments are covered in this chapter without any detailed discussion as this is presented in a designated chapter of this paper. With regards to the results of viscosity measurements in the following tables, shear stresses are presented in lb/100ft2 and shear rates are presented in RPM. However, on the viscosity curve plots these were converted to SI units, Pa and 1/s respectively. These and other calculated parameters presented in this section were obtained using the existing correlations given in the API 13B-1 (1990). Prior to the interpretation of obtained viscosity data, the most suitable model was determined based on the calculation of linear correlation coefficients (Taghiyev, 2014). The Herschel-Bulkley Model (HB) demonstrated the best data point matching for the vast majority of the designed fluids and those containing xanthan gum polymers particularly, as these muds had good shear thinning properties with a significant yield point (YP). Moreover, the HB model was preferable both in comparison with the Bingham Plastic and the Power Law models. Even though the Bingham Plastic Model is often used in the oil industry for quick evaluation of mud properties this model often does not reflect real fluid behavior. It is based only on two shear stress values at the highest shear rates (600 and 300 RPM) and introduces a significant error for the low shear stresses in case of shear thinning fluids. On the other hand, the Power Law model does not for the yield point of the fluid and therefore underestimates real behavior of a drilling mud
6
SPE/IADC-173033-MS
at low shear rates. Taking all this into consideration, the HB model was considered the most suitable one for plotting of the viscosity curves of the designed spud muds. Reference Fluids The two reference fluids given in Table 1 were tested to obtain a baseline for the experiments as the oil companies use these or quite similar spud mud compositions for drilling of top holes commonly. The fluids were tested for pH value, density, fluid loss, rheological properties and the results are presented in Table 5. For the HB data presented in the table, 0 is the yield stress of the fluid, n is the power law index while K stands for the consistency index. Table 5—Reference fluids testing results.
Water-Cutting Slurries Simple water-cutting slurries designed at the primary stage of the experiments did not provide satisfactory results and resulted in poor viscous properties. Due to this these fluids were tested only for the basic physical properties and chemical testing was not performed. Slurries consisting of water and various concentrations of cuttings were tested for rheological properties, density, fluid loss and pH. These results are summarized in Table 6. Table 6 —Testing results of simple water-cuttings slurries.
SPE/IADC-173033-MS
7
Density measurements were attempted. However, these measurements were not possible to perform properly for all the samples. The prepared samples were incapable of suspending solid particles in the solution and large solid particles settled out too quickly to maintain all particles in the densitometer. This affected the recorded density value significantly. Due to this only theoretically calculated density values are shown in Table 6. In addition to unsatisfactory rheological parameters such as very low gel strength and low shear rate viscosities, poor solid suspension and shear thinning properties, the designed slurries provided no fluid loss control. Water started to infiltrate at atmospheric pressure immediately after the solution had been transferred to the API test cell. As result of the filtration a thick, rough and quite porous filter cake was deposited on the filter paper. The material was later tested for the possible improvement of hydration with time. Identical samples were prepared and stored in transparent bottles for 10 days at ambient conditions. During the aging experiments severe separation of the solid and liquid phases was observed with the solids firmly packed at the bottom of the bottle. Moreover, a porous cap was floating at the top, which was initially considered to be swelled clay minerals. However, after a thorogh analysis it was revealed that this cap was foam, created during the mixing process, which floated to the top due to its light density. This foam occurred most likely due to the presence of surfactants, which could follow oil-contaminated drill cuttings during the treatment process (surfactants are added to OBM to obtain invert emulsion). The samples were re-mixed and tested for the same physical properties as initially. The obtained results were exactly the same as those achieved previously (Table 6). Based on the results of the aging experiment it was concluded that the treated drill cuttings were incapable of hydrating and yielding good rheological properties even after a considerably long exposure to fresh water (10 days). Moreover, even 6 times higher concentrations of cuttings in spud muds than that of bentonite in the B REF fluid did not improve rheological behaviour of the fluids. Therefore, it was decided to stabilize the designed slurries by addition of polymers. Water-Cutting Slurries and Polymers It is a common practice in the oil and gas industry to add polymers to the bentonite mud. Since it was impossible to construct a simple spud mud based on cleaned cuttings and water alone as described in the previous section, it was decied to test the effect of different polymers and their concnetrations on the designed water-cutting slurries. Initially CMC Hi-Vis and PAC polymers were tested for this application and the obtained results for these blends are shown in Table 7.
Table 7—Testing results of simple water-cuttings slurries with CMC and PAC polymers.
8
SPE/IADC-173033-MS
The main intention of adding these polymers was to identify whether CMC and PAC were capable of improving rheological properties such as low shear rate viscosity, gel strength and YS. The data presented in Table 7 is visualized in Fig. 2 where the measured values are shown as HB model viscosity curves.
Figure 2—Filter cake of the designed spud muds containing cuttings and xanthan gum
As it can be seen both from Table 7 and Fig. 2 high shear rate viscosities increased significantly with increasing polymer concentration. The deviation between the viscosity curves becomes more observable for shear rates higher than 200 s⫺1. On the other hand, it is worth mentioning that low shear rate viscosities and 10 s gel strength remained unchanged regardless the concentration and type of the added polymer. Calculated HB model parameters deviated as well from those of the reference fluids. Quite low YS values (0) indicated poor solid suspension ability, which was as well observed during the testing. The designed CMC and PAC containing fluids had relatively high power law indexes, which was an indication of rather unsatisfactory shear thinning properties. Moreover, the observation of poor low shear rate viscosity was ed by the calculations as well. The consistency index, K, is a parameter usually used as an indicator for the fluid viscosity at low shear rates (Skjeggestad, 1989). Even though addition of CMC and PAC polymers was rather unsuccessful with regards to the viscous properties of the fluid, a number of improvements of other physical parameters were observed. Addition of such a small amount of polymers to the water-cutting slurries did not contribute to the increased fluid density, as the measured densities of the polymer contatining spud muds were equal to that of the C75 water-cutting slurry. Moreover, a significant improvement was observed with regards to the fluid loss control. For the highest CMC polymer concentration the measured API filtrate loss was only 8 ml. Based on this it was concluded that polymers were capable of solving filtrate loss problems when added even in small amounts, and thus without affecting the density of the mud. However, CMC and PAC polymers were not suitable with regards to the viscosity improvements. Xanthan gum biopolymer was therefore tested as the stabilizing agent in the next stage of the experiments to evaluate its effect on the rheological properties of the spud muds. Water-Cutting Slurries and Xanthan Gum Xanthan gum was initially tested for the spud mud compositions with freshwater as a base fluid. Here different concentrations of xanthan were added to the simple water-cutting slurries. At a later stage the same compositions of drilling fluids were tested using SW as a base fluid. This was done since SW is more relevant for a possible offshore application as it is easily available. Since the main results obtained with regards to the rheological and other physical parameters were approximately identical regardless the type
SPE/IADC-173033-MS
9
of the base fluid, spud muds designed using SW only are presented in this paper in Table 8. For the more detailed description of the obtained results the reader is referred to “Application of Thermo-Mechanically Treated Drill Cuttings as an Alternative to Bentonite in Spud Muds” (Taghiyev, 2014). Table 8 —Physical testing results of SW based spud muds systems with xanthan gum biopolymer.
For any drilling mud its viscous properties are the most central and therefore are covered in details here. Xanthan polymer added to the water-cutting slurries improved the performance of the mud significantly with regards to its rheological properties. The designed fluids were stable and capable of suspending heavy cuttings and barite particles in solution. When comparing xanthan-containing fluids in Table 8 with water-cutting slurries with identical cutting concentrations in Table 2 it can be seen that a significant improvement was achieved. Both high and low shear rate viscosities increased by a factor of several magnitudes and a significant gel strength developed varying from 7 to 12.5 depending on the polymer concetration. Even though the gel structure developed with was quite stable it was easy to break with manual agiation. Even for the lowest polymer concentration t0 increased by a factor of 5 in comparison with the C75 slurry and was equal to 2.56 Pa. Consistency indexes, K, increased to approximately 0.3-.0.4 Pa·sn as well when xanthan gum was added to the slurries. This parameter is as well in line with the observation of better solid suspension capability. On the other hand, relatively low values of n varying from 0.45 to 0.60 indicated better shear thinning qualities of the designed fluids. The designed spud muds containing xanthan gum had similar viscous properties as the designed reference fluids. When comparing data in Table 1 and Table 8 it is seen that C75 X1.4 and B REF fluids had main rheological parameters of comparable range. Moreover, 0 values of C75 X1.0 and B CMC REF fluids were exactly the same, while n and K values were approximately equal. In addition to the rheological parameters the fluids were tested for other physical parameters and it was revealed that the fluids could give satisfactory viscous properties without having unnecessarily high fluid density as it varied between 1.14 and 1.24 SG. Moreover, CMC Lo-Vis was quite efficient with regards to fluid loss control even when added in relatively small concentrations equal to 2.86 kg/m3. The designed fluids were as well capable of suspending heavy barite particles even when the density of the mud was increased to 1.30 SG. It is usually desirable to have low content of large sand particles in the drilling mud to avoid problems with erosion of pipe and pumping equipment. Skjeggestad (1989) mentions that sand content should be kept lower than 1%. Even though for all spud muds tested (Table 8) the lowest measured
10
SPE/IADC-173033-MS
sand content was equal to 1.5% this can still be considered low enough for a spud mud application as the operations are concluded quite fast and equipment will not be exposed to erosion for longer time intervals. Higher cutting concentrations directly influenced the amount of sand in the designed fluids and it is therefore desirable to keep the cutting concentration low when applied. The fluids were tested for the main chemical parameters as well. The parameters of highest interest are shown in Table 9. Taghiyev (2014) provides more detailed overview of the chemical testing, which was carried out during the experimental part of the work. Table 9 —Chemical testing results of SW based spud muds systems with xanthan gum biopolymer.
Chemical testing was not carried out on the samples containing barite and CMC Lo-Vis. The reason for this is that barite is insoluble in water, rather non-reactive and its addition would not alter any of the earlier measured chemical parameters. Moreover, CMC Lo-Vis polymer was not expected to affect the presented parameters either. During the testing the amount of Mg2⫹ ions were measured as well, however, the obtained values were quite low and considered to be within the uncertainty range of the volumetric titration method. This observation was as well with the expectations as Mg2⫹ ions normally precipitate in form of magnesium hydroxide at pH values above 9.5-10 (Skjeggestad, 1989). Here it is important to emphasize that all the presented chemical parameters varied with increasing treated cuttings concentration, meaning that tested batch of cuttings contained bentonite, chloride and divalent calcium ions. As this section of the paper was intented to introduce the reader the obtained results the more detailed evaluation of the results will follow in the Discussion section.
Discussion In this section physical, chemical and rheological properties of the designed fluids will be considered separately. The discussion part of this work focuses mainly on the stable xanthan-containing fluids, as these might be applicable in the industry. Rheological properties are often considered to be the most central ones playing a main role in the maintenaining of an uninterrupted drilling process. However, rheological behavior of a fluid is strongly affected by its physical and chemical characteristics and is therefore discussed latest in this section. Physical Properties Density Density of a drilling fluid is the main property for primary well control. Even though heavy barite is often added to drilling fluids to provide required pressure in the well, it is more appropriate to keep the density of a spud mud as low as possible. This is because spud mud is used for drilling of top sections (to 1500 m) where weak and rather unconsolidated formations are often encountered. Here fraction gradient in the borehole may be as low as 1.30-1.40 SG allowing easy fraction generation even at relatively low fluid densities. Keeping in mind that during fluid circulation its apparent density will increase it is undesirable to have a spud mud density more than 1.20 SG. Higher density values may fracture the formation and result in significant losses. From this point of view only, it is desirable to use designed spud mud compositions with low cutting concentration 75-115 g per 350 ml of SW. When drill
SPE/IADC-173033-MS
11
cuttings concentration is equal to 115 g per 350 ml (326 kg/m3) the resulting fluid density will be equal to 1.20 SG, which is considered to be the higher limit for a spud mud during drilling process. However, when stronger formations are expected during drilling in a well-known geological area, fluids with a higher concentration may be considered for application as well. Fluid Loss and Filter Cake Properties Simple water-cutting slurries were not capable of any fluid loss control and even though CMC and PAC were suitable with regard to this parameter these polymers did not improve viscous properties of the fluids (Table 7). Addition of xanthan gum to the slurries, on the other hand, resulted in improved both viscous and filtrate loss properties. However, xanthan gum was not as effective as CMC and PAC with regards to fluid loss reduction. Thus, increase in xanthan gum concentration by 60% resulted only in 18% reduction of API filtrate loss. Even though increased cutting concentration in the stable xanthan containing fluids did not affect fluid loss significantly (values varied from 21 to 24 ml), higher cuttings amount resulted in a thicker filter cake. This is undesirable with regards to cementation of conductor and surface casings as this may result in uncemented channels or pockets behind the casing strings. When small amounts of CMC Lo-Vis polymers were added to the C75 X1.4 mud, API filter loss decreased significantly from 19.5 ml to 10 ml. For comparison the prepared reference fluids had filter losses equal to 12 and 11 ml meaning that the CMC Lo-Vis polymer is well suited for this application. On the other hand, addition of barite did not have any effect on fluid control properties. When barite was added to the C75 X1.4 spud mud the API fluid loss of the resulting mud (C75 X1.4 B) remained approximately unchanged and increased by only 1 ml (from 19.5 to 20), which is within the experimental uncertainty. All designed stable fluids had similar filter cake characteristics regardless of the cuttings and xanthan gum concentrations. The studied filter cakes were thin, rough with visible large particles and quite porous as shown in Fig. 3. The measured thickness of the filter cakes was equal to 1 mm, which was considered to be a good result. The highest concentration of drill cuttings resulted in a filter cake of 1.5 mm in thickness. Relatively high porosity of the filter cakes is an explanation for high measured fluid loss. When CMC Lo-Vis was added to the C75 X1.4 fluid, the resulting filter cake was smoother and the pores could not be identified visually as shown in Fig. 4.
Figure 3—Filter cake of the designed spud muds containing cuttings and xanthan gum
12
SPE/IADC-173033-MS
Figure 4 —Filter cake of the C75 X1.4 CMC spud mud containing cuttings, xanthan gum and CMC Lo-Vis
Chemical Properties Chloride Content Chloride content test is a standard API test for water-based drilling fluids to estimate the amount of chloride ions in the mud. This information is quite important as high percentage of chlorides in the fluid would hinder swelling of clay minerals and result in poor rheological properties. As it is shown in Table 9 chloride content increased with increasing cuttings concentration, meaning that the cuttings material contained a signifcant amount of chlorides. The reason lies in the composition of OBM. CaCl2 is usually added to the water phase in OBM to avoid osmotic phenomenon between drilling and formation fluids. As treated cuttings are recovered after an evaporation/condensation process of the liquids on its surface, all solid phases including chloride salts will follow the cuttings. Given that SW used as the base fluid for the spud muds presented in Table 9 contained high amounts of chlorides itself, similar freshwater-based muds were tested for the chlorides as well. In this case chloride content of the designed fluids increased from 2400 to 4400 mg/l with increasing cutting concentration (fluids containing 75, 100, 125 and 150 g of cuttings per 350 ml water were tested). It is important to emphasize here that osmotic swelling, which s for 80-90% of total clay mineral swelling does not occur at high salt ion concentrations. At high chloride concentrations the amount of chloride ions in the vicinity of the mineral crystals will be approximately the same as in the bulk solution and osmotic swelling is not promoted. Skjeggestad (1989) mentions that at a chloride concentration of 5000 mg/l swelling of clay minerals will be hindered. Though the highest measured chloride content was equal to 4400 mg/l only, the implemented material was not pure bentonite, but treated drill cuttings. It was therefore concluded that rather high chloride concentration was one of the reason for poor swelling of clay minerals, unsatisfactory viscosity profiles of simple water-cutting slurries and absence of hydration even after long exposure to freshwater. When drill cuttings are mixed with freshwater, base fluid becomes immediately saline. Basically one is dealing with salt solution even when using freshwater as a base fluid. It was therefore decided that SW could be implemented as the base fluid with the same degree of success. Bentonite Content A standard methylene blue test was conducted to determine the amount of the active clay minerals in this batch of cuttings. Bentonite content of the designed spud mud fluids as a function of cuttings concentration is shown in Fig. 5. Bentonite contents of the designed fluids were significantly lower than that of the B REF reference spud mud. Given that concentration of cuttings in the spud muds were 3, 4, 5 and 6 times higher than that of bentonite in the reference fluid, it was concluded that even high cuttings concentrations would not compensate for the low clay mineral content. Moreover, this would result in an unnecessarily high fluid density. Only approximately 10% of the total cuttings mass was
SPE/IADC-173033-MS
13
comprised of active clay minerals. This is yet another explanation for poor rheological properties of water-cutting slurries. On the other hand, clay mineral contents of the designed spud muds were of comparable range with that of the CMC polymer containing B REF CMC reference fluid. It was, therefore, decided to stabilize the fluids with a polymer and xanthan gum was the only polymer suitable for this application.
Figure 5—Bentonite content of the designed spud muds containg cuttings and xanthan gum polymer
Other Chemical Properties It is common to add sodium hydroxide to increase the pH of a drilling fluid. Relatively high pH in the range of 9-10 are desirable to avoid corrosion, control solubility of contaminants and maximize performance of additives, for instance polymers (API 13B-1 1990). However, when using treated drill cuttings as a replacement for bentonite this would become unnecessary, since pH values of the stable fluids presented in Table 9 varied from 10.1 to 10.4. Moreover, when dealing with polymer containing drilling muds, biocide is often added to increase the pH to approximately 10-11. This is not required either when preparing spud muds according to the proposed design. Xanthan biopolymers may hydrolyze at high pH values, however, this problem was not observed even at the highest measured pH of 10.4. The reason for these high pH values follows from high lime amount in OBM, which is usually added to activate surfactants. A test for determination of Ca2⫹ ions was as well carried out as these ions may have significant influence on the hydration of clay minerals. Even small amounts of calcium ions may have a significant influence on swelling properties of clay minerals. According to Skjeggestad (1989) calcium ion content of 200 mg/l is high enough to hinder hydration of montmorillonite. The reason for this is that divalent calcium ions may balance negative charge on the surface of two clay mineral crystals and act as a bridge between these, hence hindering water molecules penetration. In the case with stable SW based spud muds presented in Table 9 calcium ion content varied from 3020 to 3780 mg/l. These values are much higher than the limit stated by Skjeggestad due to the calcium salts present in SW. However, when identical freshwater-based fluids were tested, the calcium ion content varied from 600 mg/l to 1360 mg/l with increasing cuttings concentration. This indicated that even at the lowest treated cuttings concentration equal to 75 g per 350 ml water, the Ca2⫹ amount present in the treated cuttings is high enough to prevent clay hydration. This was considered to be yet another explanation of poor clay hydration.
14
SPE/IADC-173033-MS
Rheological Properties Performance of Drill Cuttings in Freswhater The experiments performed with simple water-cuttings slurries (Table 6) demonstrated that a simple replacement of bentonite with treated drill cuttings did not yield the desired effect as rheological properties of the mixed fluids were quite unsatisfactory. Many of the reasons for this behavior were discussed in details in the Chemical Properties chapter and included high chloride and calcium ion content and not least low amount of active clay minerals present in the material. Moreover, gel strength and YS values of slurries were extremely low. These parameters depend mainly on the electrical interaction between charged particles in the fluids. Thus, the presence of charged particles is essential to obtain decent gel strength and YS. For this reason zeta potentials of the cuttings and bentonite were measured using an AcoustoSizer II. Zeta potential of the drill cuttings was equal to -7.6 mV only, while that of bentonite was equal to -35 mV. According to Hanaor et al. (2012) and Greenwood and Kendall (1999) particles with high zeta potential form stable colloidal suspensions when added to water. At high zeta potentials repulsive forces are dominating resulting in stable suspensions. At low zeta potentials attractive van der Waals forces start to dominate leading to unstable suspensions and deposition of solids. During testing of simple water-cuttings slurries particles immediately settled to the bottom of the mixing cup. Low zeta potentials indicate that heavy and neutrally charged cutting particles were incapable of yielding the desired rheological properties. Effect of Xanthan Gum on Rheological Properties Adding of xanthan gum polymers to the simple water-cuttings slurries (freshwater-based) improved rheological properties significantly. These properties were as well improved in comparison with the CMC and PAC containing fluids as shown in Fig. 6. Here C75 CMC1.0, C75 PAC1.0 and C75 X1.0 FW fluids are compared. It is worth mentioning that these fluids contained equal amounts of both cuttings and polymers.
Figure 6 —The effect of CMC, PAC and xanthan gum polymers on the rheological properties of the designed freshwater-based spud muds with cuttings concentration equal to 75 g per 350 ml.
Here the yield point increased by a factor of 3 when xanthan gum was added to the slurries instead of both CMC and PAC and was equal to 1.53 Pa. Gel strength of the fluid increased significantly as well. The 10 s gel strength was equal to 5 for the C75 X1.0 FW fluid, which is 5 times greater than the gel strength of the C75 CMC1.0 and C75 PAC1.0 fluids. Power law index of the xanthan containing spud mud had the lowest value among these three fluids as well, indicating that xanthan gum provided good shear thinning properties. Moreover, plastic viscosity calculated using the Bingham Model was equal to 6, 4 and 7 for the C75 X1.0 FW, C75 CMC1.0 and C75 PAC1.0 respectively. These values are of the same
SPE/IADC-173033-MS
15
magnitude meaning that xanthan gum is capable of improving rheological properties without jeopardizing the requirement of low plastic viscosity. Identifying the effect of xanthan gum concentration on the rheological properties of the designed muds was of big interest. For this reason fluids containing four different xanthan gum concentrations were prepared keeping cuttings concentration unchanged. This comparison is visualized in Fig. 7 where the viscosity curves of the fluids are plotted.
Figure 7—The effect of increasing xanthan gum concentration on the rheological properties of the SW based spud muds with the cuttings concentration equal to 75 g per 350 ml water.
As it is shown in Fig. 7 increasing xanthan gum concentration had most influence on the YS (0) of the fluids, as the viscosity curves are rather parallel to each other. When polymer concentration was increased from 1.0 to 1.6 g per 350 ml, YS increased by approximately 100% from 2.56 to 5.11 Pa. In addition to this, obtained 10 s gel strength values were slightly higher than the 6 RPM viscometer reading, which indicated that good quality gel structures were developed. These structures were easy to break as well and after a short mixing the original properties of the fluids were restored. The observations made regarding the YS and the gel strength ed the expectation that these parameters depended mostly on the polymer concentrations. Moreover, xanthan gum polymers had a positive influence on the low shear rate viscositites as consistency index, K, of the muds shown in Fig. 7 varied between 0.3-0.4 Pa·sn. Effect of Solid Concentration on Rheological Properties The effect of increased drill cuttings concentration on the designed spud muds may be studied when plotting fluids with increasing drill cutting concentration in one diagram as shown in Fig. 8. At low shear rates below 200 s⫺1 increased cuttings concentrations did not result in any changes in the viscosity curves as these are approximately coinciding (Fig. 8). At these shear rate values electrical forces are dominant and therefore higher amounts of neutral particles in the solutions does not result in any change. On the other hand, at higher shear rate values the curves start to deviate from each other indicating increased friction between solid particles and water molecules. This friction contributes to increased shear stresses at higher shear rates. It was therefore concluded that, higher solid concentration had rather negative effect on the fluids behavior, as YS and gel strength remain approximately unchanged (Table 8) while plastic viscosity calculated using the Bingham model increased from 8 to 12 . This behavior was as well in line with expectations as higher cuttings concentrations did not improve low shear rate
16
SPE/IADC-173033-MS
Figure 8 —The effect of increasing cutting concentration on the rheological properties of the SW based spud muds containin cuttings and xanthan with a xanthan concentration equal to 1.2 g per 350 ml water.
viscosities in the experiments with simple water-cuttings slurries. However, a slight increase in YS was observed, but this was concluded to be due to the mass effect. When the number of solid particles in a solution increase these are forced to a closer interaction between each other, thus causing increased ;0 value. Skjeggestad (1989) mentions this phenomenon as well in his work. Moreover, increased cutting concentration had negative influence on the shear thinning properties and the low shear rate viscosities of the fluids. This can be seen when comparing n and K parameters of the C75 X1.2 and C100/125/150 X1.2 fluids in Table 8. The power law index increased from 0.5 to approximately 0.6 with increasing cuttings concentration indicating poorer shear thinning properties. At the same time a slight reduction of the consistency index from 0.3 to 0.2 Pa·sn was monitored as well. When barite was added to the C75 X1.4 spud mud to increase its density a similar behavior was observed. In this case plastic viscosity of the fluid increase by 50% from 8 to 12 due to the significantly higher amount of solid particles (177.6 g per 700 ml barite were added). Gel strength of the fluid remained approximately unchanged and increased from 11 to 12, while YS value increased from 4.55 to 5.11 Pa. This increase was considered to be due to higher solid content and mass effect. Addition of CMC Lo-Vis polymers to the C75 X1.4 spud mud for fluid loss control purpose resulted only in slightly increased plastic viscosity of the resulting fluid, while all other parameters remained approxiamately unchanged. Based on this discussion it could be concluded that higher amounts of solid particles in the spud muds, especially drill cuttings, would only lead to higher friction between solid particles and water molecules. Increased drill cuttings concentration did not contribute towards improved rheological properties and the designed spud muds with lower cuttings concentrations are therefore more suitable for application.
Economical Benefit Economical aspects of any development in the oil and gas industry are considered to be quite central along with the environmental ones. Rough estimates of the economical sides of the proposed spud mud design were as well calculated (Taghiyev, 2014). If the operator decides to use the TCC technology for treatment of oil-contaminated cuttings the recovered dry cuttings material would cost nothing for the operator and were therefore not included in the calculations. Thus, the operator would need to cover the costs of the polymer and barite only. The calculations presented here are rather approximate and are based on the estimated average prices of the materials in the Norwegian market, which are reflected in Table 10.
SPE/IADC-173033-MS
17
Table 10 —The assumed market prices for the materials used in the laboratory testing.
The fluids with the lowest and highest xanthan gum concentration were analyzed to provide the price range depending on this parameter. Spud muds containing fluid loss agent, CMC Lo-Vis and weighting agent, barite, were as well considered here as these represent the most complex and expensive compositions. The prices of the standard reference fluids were as well estimated to provide a baseline for the comparison. It is important to emphasize that SW was considered as the base fluid for this application and the prices reflected in Table 11 were calculated in the US dollars per 1 m3 of prepared mud. Table 11—The approximate prices of the drilling fluids designed in the experimental part.
When drilling through permeable formations fluid loss agents need to be added and the obtained price will exceed that of the standard bentonite spud mud. On the other hand, much higher amounts of barite are required to increase the density of bentonite mud up to 1.30 SG. This is a standard operation, which is performed prior to the casing running to provide additional buoyancy to the string. Theoretical calculations show that 388 kg/m3 of barite would be needed for this purpose. This weighted spud mud would cost approximately 121 USD/m3. On the other hand, identical spud muds prepared using drill cuttings with the density equal to 1.30 SG have significantly lower price (C75 X1.4 B and C100 X1.4 B fluids in Table 11). Based on this rough economical analysis it can be concluded that the proposed spud mud compositions have comparable prices with those of the conventional bentonite muds and in some specific applications may become even cheaper.
Conclusion The possibility of using drill cuttings waste as a resource for spud muds was investigated by carrying out an extensive laboratory study. The results of the conducted experiments revealed that: ● ● ● ● ● ●
Simple replacement of bentonite by treated drill cuttings material did not lead to the desired rheological properties of spud muds High chloride and calcium ions content, low amount of active clay minerals and low zeta potential of the cutting particles were considered to be the main reasons for poor viscous properties This batch of treated drill cuttings did not swell even after long enough exposure to freshwater which allowed using SW as the base fluid Only xanthan gum polymer was suitable as stabilizing agent, while CMC and PAC polymers were not appropriate for this application CMC Lo-Vis polymer was concluded to be a suitable fluid loss control agent for the proposed spud muds The designed spud muds containing drill cuttings, xanthan gum and barite were capable of suspending heavy particles
18
SPE/IADC-173033-MS
Overall, stable spud mud compositions containing cuttings and xanthan gum were designed as the result of this experimental work. The designed fluids had comparable rheological properties with the tested bentonite based reference fluids. Economical aspects of the proposed design were covered as well. It was revealed that the cost in connection with these spud muds depends significantly on the type application. However, when barite is added to the fluid to increase its density, the price of the proposed spud muds may become lower than that of a conventional bentonite fluid. Nomenclature CMC HB OBM PAC RPM SW TCC YS
carboxymethyl cellulose Herschel-Bulkley oil-based mud polyanionic cellulose revolutions per minute seawater thermo-mechanical cuttings cleaner yield stress
References API RP 13B-1, Recommended Practice Standard Procedure for Field Testing Water- Based Drilling Fluids. 1990. Washington, DC: API. Greenwood, R. and Kendall, K. 1999. Selection of Suitable Dispersants of Aqueous Suspensions of Zirconia and Titania Powders using Acoustophoresis. J. of the European Ceramic Soc., 19: 479 –488. Hanaor, D., Michelazzi, M., Leonelli, C. et alet al. 2012. The Effects of Carboxylic Acids on the Aqueous Dispersion and Electrophoretic Deposition of ZrO2. J. of the European Ceramic Soc., 32(1): 235–244. DOI: 10.2118/149415-MS Huang, L., Yu, M., Miska, S.Z. et alet al. 2011. Modeling Chemically Induced Pore Pressure Alterations in Near Wellbore Region of Shale Formations. Presented at the SPE Eastern Regional Meeting, Columbus, Ohio, 1st October. SPE-149415-MS. DOI: 10.2118/149415-MS Jones, T.G.J., Hughes, T.L. and Tomkins, P. 1989 The Ion Content and Mineralogy of a North Sea Cretaceous Shale Formation. Clay Mineralogy, 24: 393–410. Khodja, M., Khodja-Saber, M., Canselier, J.P. et alet al. 2012. Drilling Fluid Technology: Performances and Environmental Considerations. Kirkness, A. and Garrick, D. 2008. Treatment of Nonaqueous-Fluid- Contaminated Drill Cuttings – Raising of Environmental and Safety Standards. Presented at the IADC/SPE Drilling Conference, Orlando, Florida, 4-6 March. SPE-112727-MS. DOI: 10.2118/112727-MS Lovdata. 2010. Activity Regulations, http://lovdata.no/dokument/SF/forskrift/2010-04-29613?q⫽aktivitetsforskrift* (accessed 25 January, 2014) Murray, A.J., Kapila, M., Ferrari, G. et alet al. 2008. Friction-Based Thermal Desorption Technology: Kashagan Development Project Meets Environmental Compliance in Drill-Cuttings Treatment and Disposal. Presented at the SPE ATCE, Denver, Colorado, 21-24 September. SPE-116169-MS. DOI: 10.2118/116169-MS Saasen, A., Jødestol, K., Furuholt, E. et alet al. 2014. CO2 and NOx Emissions from Cuttings Handling Operations. Presented at the SPE Bergen One Day Seminar, Bergen, Norway, 2nd April. SPE-169216-MS. DOI: 10.2118/169216-MS Skjeggestad, O. 1989. Drilling Fluid Technology (Boreslamteknologi), pp. 33, 41, 43 and 45. Alma Mater Forlag AS.
SPE/IADC-173033-MS
19
Taghiyev, F. 2014. Application of Thermo-Mechanically Treated Drill Cuttings as an Alternative to Bentonite in Spud Mud. Master thesis, University of Stavanger, Stavanger, Norway, 22.05.2014. Wilkinson, M., Haszeldine, R.S. and Fallick, A.E. 2006. Jurrasic and Creataceous Clays of the Central and the Norther North Sea Hydrocarbon Reservoirs Reviewed. Clay Minerals, 41: 151–186. DOI: 10.1180/0009855064110197
Related Documents 2w1qw
Spud Muds 2d452o
October 2019 29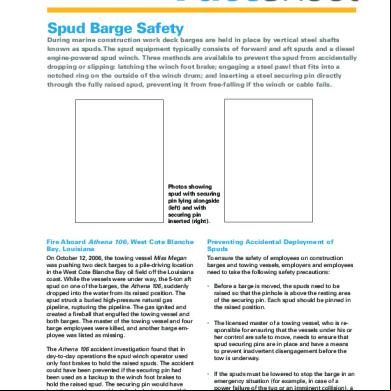
Factsheet Spud Barge Safety 40343m
December 2019 30More Documents from "Juan Antolinez" 5b6r7
Spud Muds 2d452o
October 2019 29
Matter Balance For Lab 2g5y6z
August 2020 0
Avenged Sevenfold A Little Piece Of Heaven 531q6x
December 2019 42
504uu
May 2022 0
Fortalezas De La Familia 5xn6x
December 2022 0