4.3 Dan 4.4 Kristal 196x34
This document was ed by and they confirmed that they have the permission to share it. If you are author or own the copyright of this book, please report to us by using this report form. Report 445h4w
Overview 1s532p
& View 4.3 Dan 4.4 Kristal as PDF for free.
More details 6h715l
- Words: 596
- Pages: 3
4.3 Hubungan Laju Alir dengan Massa Kristal tiap Tray Tabel 4.3 Hubungan Laju Alir dengan Massa Kristal tiap Tray Laju Alir (ml/s)
Diameter Tray (cm)
1,4
1,7
2
0,085
53,7
110,79
12,334
0,051
17,03
50,43
6,371
0,034
18,69
28,65
12,14
0,020
52,83
154,37
17,612
0,0075
60,13
70
16,714
180 Berat kristal tiap tray (gr)
160
g
140 120
Tray 0,085 (cm)
100
Tray 0,051 (cm)
80
Tray 0,034 (cm)
60 40
Tray 0,02 (cm)
20
Tray 0,0075 (cm)
0 1.4
1.6
1.8
2
Flowrate (ml/s)
Gambar 4.3 Hubungan Laju Alir dengan Massa Kristal tiap Tray Berdasarkan gambar 4.3 didapatkan pada laju alir 1,4 ml/s kristal dengan diameter diatas 0,085 cm diperoleh paling berat dibanding dengan diameter lainnya yang lebih kecil. Pada laju alir 1,7 ml/s didapat kristal paling berat pada diameter diatas 0,02 cm sampai 0,034 cm. Pada laju alir 2 ml/s didapat kristal paling berat pada diameter diatas 0,02 cm sampai 0,034 cm. Hal ini menunjukkan bahwa pada laju alir 1,4 ml didapat hasil yang baik dengan diameter kristal yang diperoleh dominan kristal dengan diameter besar. Namun didapat penyimpangan pada laju alir 1,7 ml/s dan laju alir 2 ml/s dengan diperolehnya kristal dengan diameter besar yang sedikit.
Salah satu fenomena yang penting dari kristalisasi adalah pertumbuhan kristal. Tahap ini sangat berperanan dalam menghasilkan distribusi ukuran kristal. Menurut teori difusi-reaksi pertumbuhan kristal dapat dikontrol oleh tahap difusi atau reaksi. Jika tahap yang mengontrol adalah tahap difusi maka laju pertumbuhan kristal dapat ditingkatkan dengan meningkatkan laju pengadukan. Meningkatnya laju pengadukan akan meningkatkan harga bilangan Reynold dari sistem dan akan mengurangi tebal lapisan film. Dengan menurunnya tebal lapisan film ini akan meningkatkan koefisien difusi zat terlarut (Kd) maupun koefisien overall (Kg) yang berarti akan meningkatkan laju pertumbuhan kristal (Setyopratomo dkk, 2013). Terbentuknya kristal yang berukuran kecil diakibatkan oleh pembentukan inti kristal primer yang sedikit dan lebih diominasi inti kristal sekunder. Pada pembentukan inti kristal primer tidak dipengaruhi oleh laju alir melainkan perbedaan temperatur antara saturator tank dan crystallizer tank (Intifada dkk., 2011). Penyebab lainnya adalah Nukleasi dan pertumbuhan kristal berlangsung secara simultan, dan keduanya seolah berkompetisi dalam mengontrol distribusi ukuran kristal yang dideroleh. Karena pada nukleasi supersaturasi berorde lebih tinggi dari laju pertumbuhan kristal, maka kristalisasi pada tingkat supersaturasi yang tinggi akan cenderung menghasilkan kristal dengan distribusi ukuran yang akan didominasi oleh ukuran yang kecil (Setyopratomo dkk, 2013).
4.4 Skala Scale Up diinginkan Hasil Kristal 3 ton/jam Pada perhitungan Scale Up digunakan data dengan laju alir 1,4 ml/s karena didapat kesalahan yang kecil dibanding laju alir lainnya. Konversi laju alir 1,4 ml/s kedalam ml/20menit 𝑄 = 1,4
𝑚𝑙 𝑚𝑙 60 𝑠 𝑚𝑙 𝑚𝑙 = 1,4 𝑥 𝑥 = 84 = 1680 𝑠 𝑠 𝑚𝑒𝑛𝑖𝑡 𝑚𝑒𝑛𝑖𝑡 20 𝑚𝑒𝑛𝑖𝑡
Untuk Q = 1680 ml/menit akan diperoleh massa kristal sebesar 214,5 gram tiap 20 menit.
Scale Up menjadi 3 ton kristal per jam 𝑡𝑜𝑛 106 𝑔𝑟𝑎𝑚 𝑗𝑎𝑚 𝑔𝑟𝑎𝑚 𝑔𝑟𝑎𝑚 3 𝑥 𝑥 = 50000 = 106 𝑗𝑎𝑚 1 𝑡𝑜𝑛 60 𝑚𝑒𝑛𝑖𝑡 𝑚𝑒𝑛𝑖𝑡 20 𝑚𝑒𝑛𝑖𝑡 Laju alir Scale Up 𝐹=
𝑂𝑢𝑡𝑝𝑢𝑡 𝑆𝑐𝑎𝑙𝑒 𝑈𝑝 𝑥 𝐹𝑙𝑜𝑤𝑟𝑎𝑡𝑒 𝐿𝑎𝑏 𝑆𝑐𝑎𝑙𝑒 𝑂𝑢𝑡𝑝𝑢𝑡 𝐿𝑎𝑏 𝑆𝑐𝑎𝑙𝑒
𝑔𝑟𝑎𝑚 𝑚𝑙 20 𝑚𝑒𝑛𝑖𝑡 𝐹= 𝑔𝑟𝑎𝑚 𝑥1680 20 𝑚𝑒𝑛𝑖𝑡 214,5 20 𝑚𝑒𝑛𝑖𝑡 106
𝐹 = 7832167,832
𝐹 = 7832,16
𝐹 = 391,6
𝑚𝑙 20 𝑚𝑒𝑛𝑖𝑡
𝐿 20 𝑚𝑒𝑛𝑖𝑡
𝐿 𝑚𝑒𝑛𝑖𝑡
Waktu tinggal dalam Kristaliser 𝑤𝑎𝑘𝑡𝑢 𝑡𝑖𝑛𝑔𝑔𝑎𝑙 =
𝑣𝑜𝑙𝑢𝑚𝑒 𝑡𝑎𝑛𝑔𝑘𝑖 𝑙𝑎𝑗𝑢 𝑎𝑙𝑖𝑟
𝑤𝑎𝑘𝑡𝑢 𝑡𝑖𝑛𝑔𝑔𝑎𝑙 =
5500 𝑚𝑙 1,4 𝑚𝑙/𝑠
𝑤𝑎𝑘𝑡𝑢 𝑡𝑖𝑛𝑔𝑔𝑎𝑙 = 3928,57 𝑠 𝑤𝑎𝑘𝑡𝑢 𝑡𝑖𝑛𝑔𝑔𝑎𝑙 = 65,5 𝑚𝑒𝑛𝑖𝑡 Volume Kristaliser Scale Up 𝑉𝑜𝑙𝑢𝑚𝑒 𝑘𝑟𝑖𝑠𝑡𝑎𝑙𝑖𝑠𝑒𝑟 𝑠𝑐𝑎𝑙𝑒 𝑢𝑝 = 𝐿𝑎𝑗𝑢 𝑎𝑙𝑖𝑟 𝑠𝑐𝑎𝑙𝑒 𝑢𝑝 𝑥 𝑤𝑎𝑘𝑡𝑢 𝑡𝑖𝑛𝑔𝑔𝑎𝑙 𝑉𝑜𝑙𝑢𝑚𝑒 𝑘𝑟𝑖𝑠𝑡𝑎𝑙𝑖𝑠𝑒𝑟 𝑠𝑐𝑎𝑙𝑒 𝑢𝑝 = 391,6
𝐿 𝑥 65,5 𝑚𝑒𝑛𝑖𝑡 𝑚𝑒𝑛𝑖𝑡
𝑉𝑜𝑙𝑢𝑚𝑒 𝑘𝑟𝑖𝑠𝑡𝑎𝑙𝑖𝑠𝑒𝑟 𝑠𝑐𝑎𝑙𝑒 𝑢𝑝 = 25650,35 𝐿
Diameter Tray (cm)
1,4
1,7
2
0,085
53,7
110,79
12,334
0,051
17,03
50,43
6,371
0,034
18,69
28,65
12,14
0,020
52,83
154,37
17,612
0,0075
60,13
70
16,714
180 Berat kristal tiap tray (gr)
160
g
140 120
Tray 0,085 (cm)
100
Tray 0,051 (cm)
80
Tray 0,034 (cm)
60 40
Tray 0,02 (cm)
20
Tray 0,0075 (cm)
0 1.4
1.6
1.8
2
Flowrate (ml/s)
Gambar 4.3 Hubungan Laju Alir dengan Massa Kristal tiap Tray Berdasarkan gambar 4.3 didapatkan pada laju alir 1,4 ml/s kristal dengan diameter diatas 0,085 cm diperoleh paling berat dibanding dengan diameter lainnya yang lebih kecil. Pada laju alir 1,7 ml/s didapat kristal paling berat pada diameter diatas 0,02 cm sampai 0,034 cm. Pada laju alir 2 ml/s didapat kristal paling berat pada diameter diatas 0,02 cm sampai 0,034 cm. Hal ini menunjukkan bahwa pada laju alir 1,4 ml didapat hasil yang baik dengan diameter kristal yang diperoleh dominan kristal dengan diameter besar. Namun didapat penyimpangan pada laju alir 1,7 ml/s dan laju alir 2 ml/s dengan diperolehnya kristal dengan diameter besar yang sedikit.
Salah satu fenomena yang penting dari kristalisasi adalah pertumbuhan kristal. Tahap ini sangat berperanan dalam menghasilkan distribusi ukuran kristal. Menurut teori difusi-reaksi pertumbuhan kristal dapat dikontrol oleh tahap difusi atau reaksi. Jika tahap yang mengontrol adalah tahap difusi maka laju pertumbuhan kristal dapat ditingkatkan dengan meningkatkan laju pengadukan. Meningkatnya laju pengadukan akan meningkatkan harga bilangan Reynold dari sistem dan akan mengurangi tebal lapisan film. Dengan menurunnya tebal lapisan film ini akan meningkatkan koefisien difusi zat terlarut (Kd) maupun koefisien overall (Kg) yang berarti akan meningkatkan laju pertumbuhan kristal (Setyopratomo dkk, 2013). Terbentuknya kristal yang berukuran kecil diakibatkan oleh pembentukan inti kristal primer yang sedikit dan lebih diominasi inti kristal sekunder. Pada pembentukan inti kristal primer tidak dipengaruhi oleh laju alir melainkan perbedaan temperatur antara saturator tank dan crystallizer tank (Intifada dkk., 2011). Penyebab lainnya adalah Nukleasi dan pertumbuhan kristal berlangsung secara simultan, dan keduanya seolah berkompetisi dalam mengontrol distribusi ukuran kristal yang dideroleh. Karena pada nukleasi supersaturasi berorde lebih tinggi dari laju pertumbuhan kristal, maka kristalisasi pada tingkat supersaturasi yang tinggi akan cenderung menghasilkan kristal dengan distribusi ukuran yang akan didominasi oleh ukuran yang kecil (Setyopratomo dkk, 2013).
4.4 Skala Scale Up diinginkan Hasil Kristal 3 ton/jam Pada perhitungan Scale Up digunakan data dengan laju alir 1,4 ml/s karena didapat kesalahan yang kecil dibanding laju alir lainnya. Konversi laju alir 1,4 ml/s kedalam ml/20menit 𝑄 = 1,4
𝑚𝑙 𝑚𝑙 60 𝑠 𝑚𝑙 𝑚𝑙 = 1,4 𝑥 𝑥 = 84 = 1680 𝑠 𝑠 𝑚𝑒𝑛𝑖𝑡 𝑚𝑒𝑛𝑖𝑡 20 𝑚𝑒𝑛𝑖𝑡
Untuk Q = 1680 ml/menit akan diperoleh massa kristal sebesar 214,5 gram tiap 20 menit.
Scale Up menjadi 3 ton kristal per jam 𝑡𝑜𝑛 106 𝑔𝑟𝑎𝑚 𝑗𝑎𝑚 𝑔𝑟𝑎𝑚 𝑔𝑟𝑎𝑚 3 𝑥 𝑥 = 50000 = 106 𝑗𝑎𝑚 1 𝑡𝑜𝑛 60 𝑚𝑒𝑛𝑖𝑡 𝑚𝑒𝑛𝑖𝑡 20 𝑚𝑒𝑛𝑖𝑡 Laju alir Scale Up 𝐹=
𝑂𝑢𝑡𝑝𝑢𝑡 𝑆𝑐𝑎𝑙𝑒 𝑈𝑝 𝑥 𝐹𝑙𝑜𝑤𝑟𝑎𝑡𝑒 𝐿𝑎𝑏 𝑆𝑐𝑎𝑙𝑒 𝑂𝑢𝑡𝑝𝑢𝑡 𝐿𝑎𝑏 𝑆𝑐𝑎𝑙𝑒
𝑔𝑟𝑎𝑚 𝑚𝑙 20 𝑚𝑒𝑛𝑖𝑡 𝐹= 𝑔𝑟𝑎𝑚 𝑥1680 20 𝑚𝑒𝑛𝑖𝑡 214,5 20 𝑚𝑒𝑛𝑖𝑡 106
𝐹 = 7832167,832
𝐹 = 7832,16
𝐹 = 391,6
𝑚𝑙 20 𝑚𝑒𝑛𝑖𝑡
𝐿 20 𝑚𝑒𝑛𝑖𝑡
𝐿 𝑚𝑒𝑛𝑖𝑡
Waktu tinggal dalam Kristaliser 𝑤𝑎𝑘𝑡𝑢 𝑡𝑖𝑛𝑔𝑔𝑎𝑙 =
𝑣𝑜𝑙𝑢𝑚𝑒 𝑡𝑎𝑛𝑔𝑘𝑖 𝑙𝑎𝑗𝑢 𝑎𝑙𝑖𝑟
𝑤𝑎𝑘𝑡𝑢 𝑡𝑖𝑛𝑔𝑔𝑎𝑙 =
5500 𝑚𝑙 1,4 𝑚𝑙/𝑠
𝑤𝑎𝑘𝑡𝑢 𝑡𝑖𝑛𝑔𝑔𝑎𝑙 = 3928,57 𝑠 𝑤𝑎𝑘𝑡𝑢 𝑡𝑖𝑛𝑔𝑔𝑎𝑙 = 65,5 𝑚𝑒𝑛𝑖𝑡 Volume Kristaliser Scale Up 𝑉𝑜𝑙𝑢𝑚𝑒 𝑘𝑟𝑖𝑠𝑡𝑎𝑙𝑖𝑠𝑒𝑟 𝑠𝑐𝑎𝑙𝑒 𝑢𝑝 = 𝐿𝑎𝑗𝑢 𝑎𝑙𝑖𝑟 𝑠𝑐𝑎𝑙𝑒 𝑢𝑝 𝑥 𝑤𝑎𝑘𝑡𝑢 𝑡𝑖𝑛𝑔𝑔𝑎𝑙 𝑉𝑜𝑙𝑢𝑚𝑒 𝑘𝑟𝑖𝑠𝑡𝑎𝑙𝑖𝑠𝑒𝑟 𝑠𝑐𝑎𝑙𝑒 𝑢𝑝 = 391,6
𝐿 𝑥 65,5 𝑚𝑒𝑛𝑖𝑡 𝑚𝑒𝑛𝑖𝑡
𝑉𝑜𝑙𝑢𝑚𝑒 𝑘𝑟𝑖𝑠𝑡𝑎𝑙𝑖𝑠𝑒𝑟 𝑠𝑐𝑎𝑙𝑒 𝑢𝑝 = 25650,35 𝐿
Related Documents 2w1qw

4.3 Dan 4.4 Kristal 196x34
December 2020 0
Perbedaan Amorf Dan Kristal 23195v
June 2020 3
Struktur Dan Bentuk Kristal q646k
November 2019 35
5. Kristal Dan Amorf 551b4a
September 2020 0
Jenis Kristal Dan Sifatnya 3l5w2c
October 2019 51
43 103x15
September 2022 0More Documents from "Dwi Anggraeni M" 5tj50
4.3 Dan 4.4 Kristal 196x34
December 2020 0
Askep Batu Empedu Lina 5w1o6w
May 2020 23
Asuhan Keperawatan Tumor Otak b1z2i
April 2020 21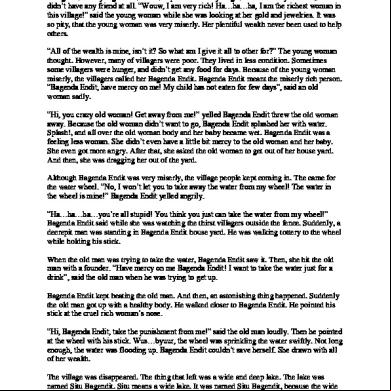
Legend Of Situ Bagendit 3c352z
December 2019 136
Case-ethical Decision Making 4a3h1s
November 2020 0